(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ДИСКОВ
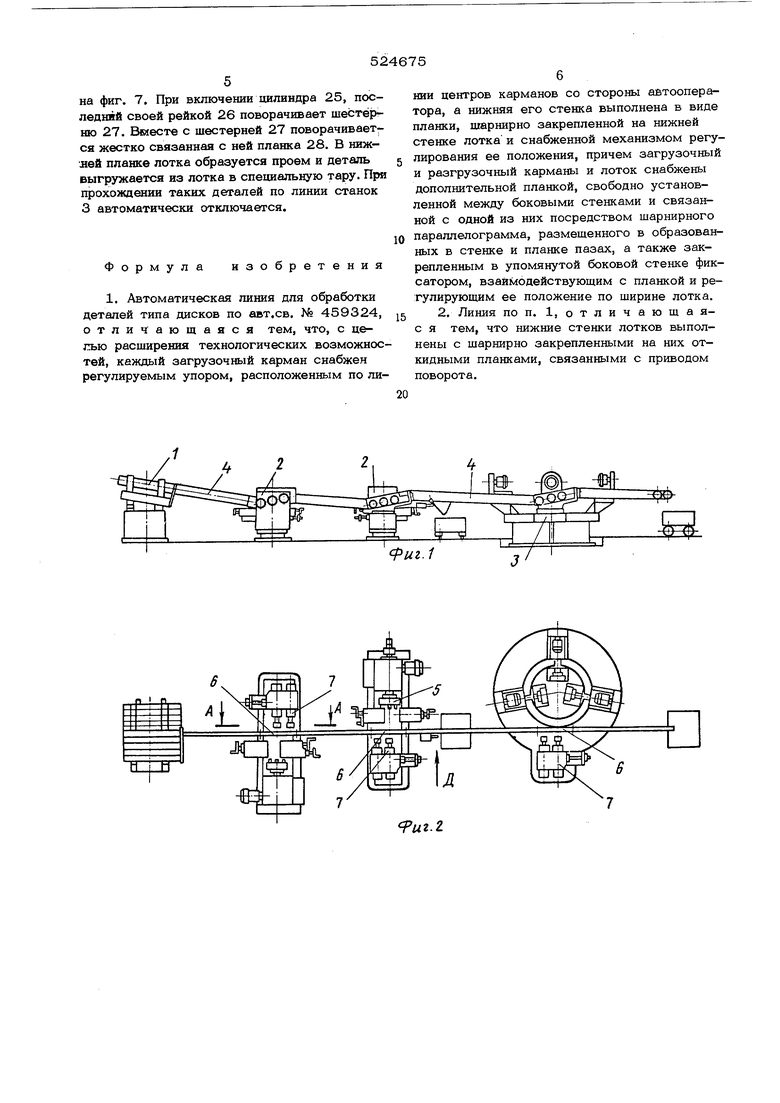
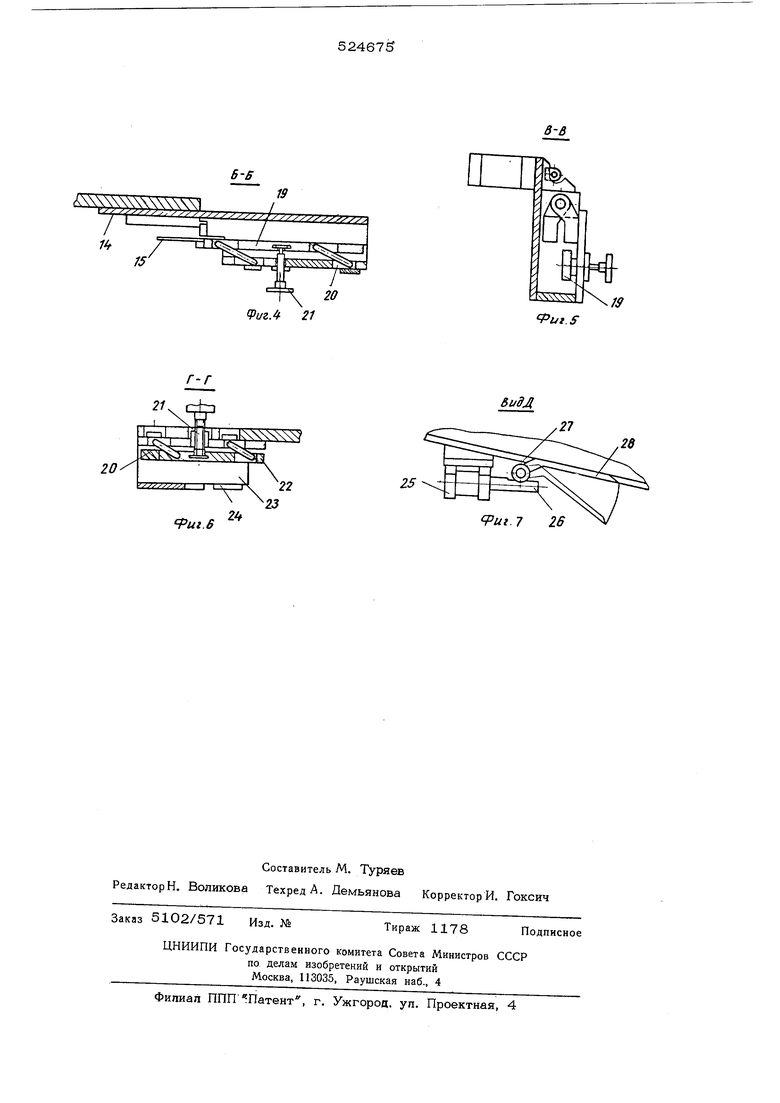
плане; на фиг. 3 - разрез по А-А {вид на загрузочно-разгрузбчное устройство); на фиг. 4 - разрез по Б-Б (загрузочный карман); на фиг. 5 - разрез по В-В (поперечный разрез разгрузочного кармана); на фиг. 6 - разрез по Г-Г (продольный разрез разгрузочного кармана); на фиг. 7 - вид Д на межстаночное разгрузочное устройство.
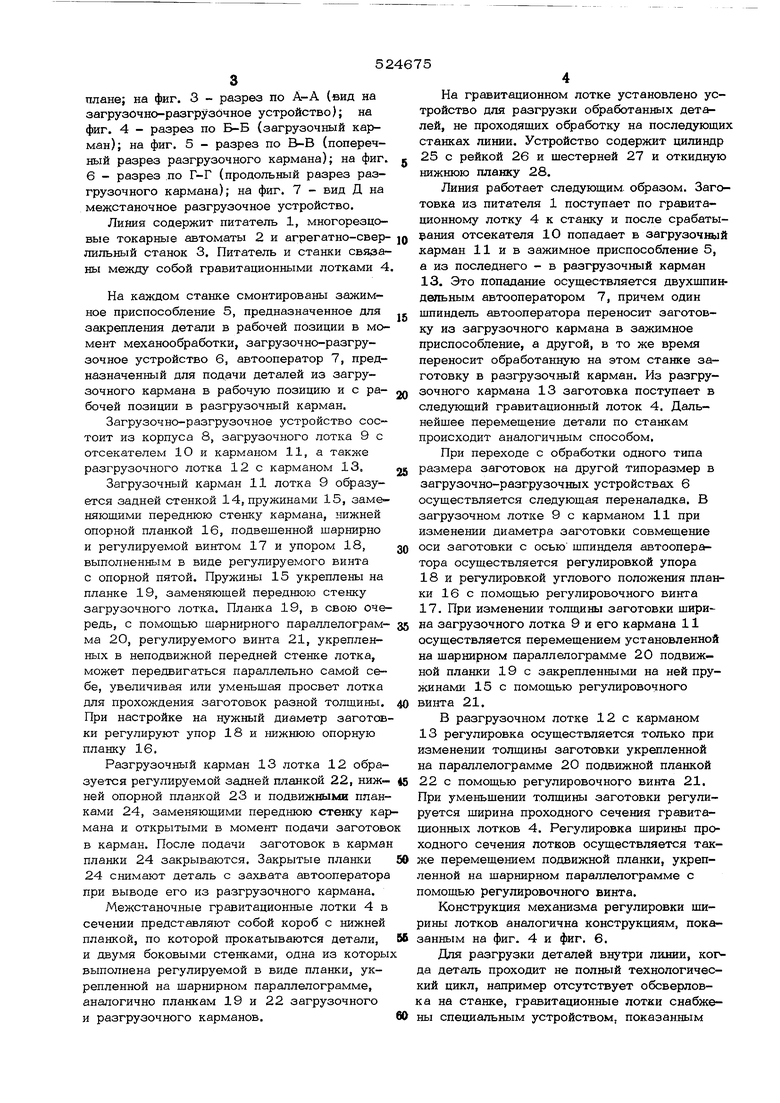
Лийия содержит питатель 1, многорезцовые токарные автоматы 2 и агрегатно-сверлильный станок 3. Питатель и станки связаны между собой гравитационными лотками 4
На каждом станке смонтированы зажимное приспособление 5, предназначенное для закрепления детали в рабочей позиции в момент механообработки, загрузочно-разгрузочное устройство 6, автооператор 7, предназначенный для подачи деталей из загрузочного кармана в рабочую позицию и с рабочей позиции в разгрузочный карман.
Загрузочно-разгрузочное устройство состоит из корпуса 8, загрузочного лотка 9 с отсекателем Ю и карманом 11, а также разгрузочного лотка 12с карманом 13,
Загрузочный карман 11 лотка 9 образуется задней стенкой 14, пружинами 15, заменяющими переднюю стенку кармана, нижней опорной планкой 16, подвешенной шарнирно и регулируемой винтом 17 и упором 18, выполненным в виде регулируемого винта с опорной пятой. Пружины 15 укреплены на планке 19, заменяющей переднюю стенку загрузочного лотка. Планка 19, в свою очередь, с помощью шарнирного параллелограмма 20, регулируемого винта 21, укрепленных в неподвижной передней стенке лотка, может передвигаться параллельно самой себе, увеличивая или уменьшая просвет лотка для прохождения заготовок разной толщины. При настройке на нужный диаметр заготовки регулируют упор 18 и нижнюю опорную планку 16.
Разгрузочный карман 13 лотка 12 образуется регулируемой задней планкой 22, ниж- ней опорной планкой 23 и подвижными планками 24, заменяющими переднюю стенку кармана и открытыми в момент подачи заготово в карман. После подачи заготовок в карман планки 24 закрываются. Закрытые планки 24 снимают деталь с захвата автооператора при выводе его из разгрузочного кармана.
Межстаночные гравитационные лотки 4 в сечении представляют собой короб с нижней планкой, по которой прокатываются детали, и двумя боковыми стенками, одна из которы выполнена регулируемой в виде планки, укрепленной на шарнирном параллелограмме, аналогично планкам 19 и 22 загрузочного и разгрузочного карманов.
На гравитационном лотке установлено устройство для разгрузки обработанных деталей, не проходящих обработку на последующ станках линии. Устройство содержит цилиндр 25 с рейкой 26 и шестерней 27 и откидную нижнюю планку 28.
Линия работает следующим, образом. Заготовка из питателя 1 поступает по гравитационному лотку 4 к станку и после срабатывания отсекателя 10 попадает в загрузочны карман 11 и в зажимное приспособление 5, а из последнего - в разгрузочный карман 13. Это попадание осуществляется двухшпиндепъным автооператором 7, причем один шпиндель автооператора переносит заготовку из загрузочного кармана в зажимное приспособление, а другой, в то же время переносит обработанную на этом станке заготовку в разгрузочный карман. Из разгрузочного кармана 13 заготовка поступает в следующий гравитационный лоток 4. Дальнейшее перемещение детали по станкам происходит аналогичным способом.
При переходе с обработки одного типа размера заготовок на другой типоразмер в загрузочно-разгрузочных устройствах 6 осуществляется следующая переналадка. В загрузочном лотке 9 с карманом 11 при изменении диаметра заготовки совмещение оси заготовки с осью щпинделя автооператора осуществляется регулировкой упора 18 и регулировкой углового положения планки 16 с помощью регулировочного винта 17. При изменении толщины заготовки ширина загрузочного лотка 9 и его кармана 11 осуществляется перемещением установленной на шарнирном параллелограмме 20 подвижной планки 19 с закрепленными на ней пружинами 15 с помощью регулировочного винта 21.
В разгрузочном лотке 12с карманом 13 регулировка осуществляется только при изменении толщины заготовки укрепленной на параллелограмме 20 подвижной планкой 22 с помощью регулировочного винта 21. При уменьшении толщины заготовки регулируется ширина проходного сечения гравитационных лотков 4. Регулировка ширины проходного сечения лотков осуществляется также перемещением подвижной планки, укрепленной на шарнирном параллелограмме с помощью регулировочного винта.
Конструкция механизма регулировки ширины лотков аналогична конструкциям, показанным на фиг. 4 и фиг. 6.
Для разгрузки деталей внутри лшши, когда деталь проходит не полный технологический цикл, например отсутствует обсверловка на станке, гравитационные лотки снабжены специальным устройством, показанным на фиг. 7, При включении цилиндра 25, последний своей рейкой 26 поворачивает шестерню 27, Вместе с шестерней 27 поворачивается жестко связанная с ней планка 28. В нижлей планке лотка образуется проем и деталь выгружается из лотка в специальную тару. При прохождении таких деталей по линии станок 3 автоматически отключается. Формула изобретения 1. Автоматическая линия для обработки деталей типа дисков по авт.св. № 459324, отличающаяся тем, что, с цегъю расширения технологических возможностей, каждый загрузочный карман снабжен регулируемым упором, расположенным по лиНИИ центров карманов со стороны автооператора, а нижняя его стенка выполнена в виде планки, шарнирно закрепленной на нижней стенке лотка и снабженной механизмом регулирования ее положения, причем загрузочный и разгрузочный карманы и лоток снабжены дополнительной планкой, свободно установленной между боковыми стенками и связанной с одной из них посредством шарнирного параллелограмма, размешенного в образованных в стенке и планке пазах, а также закрепленным в упомянутой боковой стенке фиксатором, взаимодействующим с планкой и регулирующим ее положение по ширине лотка. 2. Линия по п. 1, о т л и ч а ю щ а яс я тем, что нижние стенки лотков выполнены с шарнирно закрепленными на них откидными планками, связанными с приводом поворота.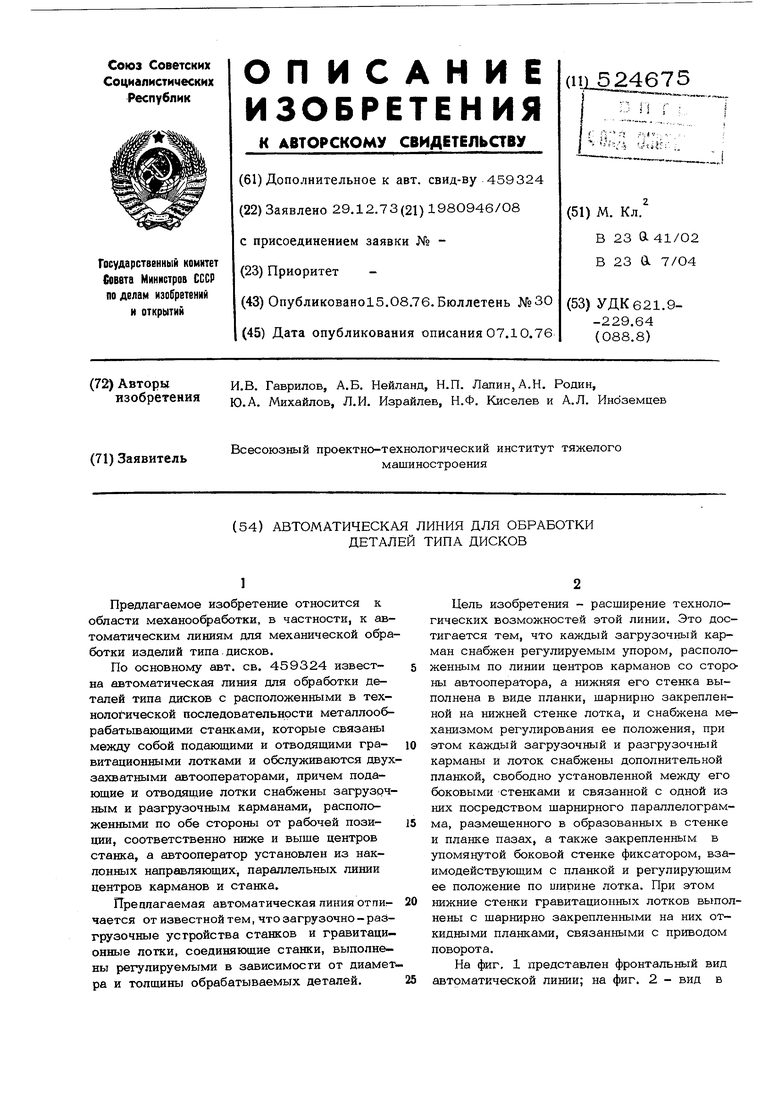
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Автоматическая линия | 1975 |
|
SU547327A1 |
| АВТООПЕРАТОР | 1973 |
|
SU404607A1 |
| Загрузочное устройство | 1990 |
|
SU1726194A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СЕЛЕКТИВНОГО РАЗДЕЛЕНИЯ ТЯЖЕЛЫХ МИНЕРАЛОВ | 1996 |
|
RU2123386C1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU986712A2 |
иг.г
N
«vi
fr
15
20
УигА 21
/У
uz.S
Г-Г
20
.В
Видя
2в
fput. 7 26
