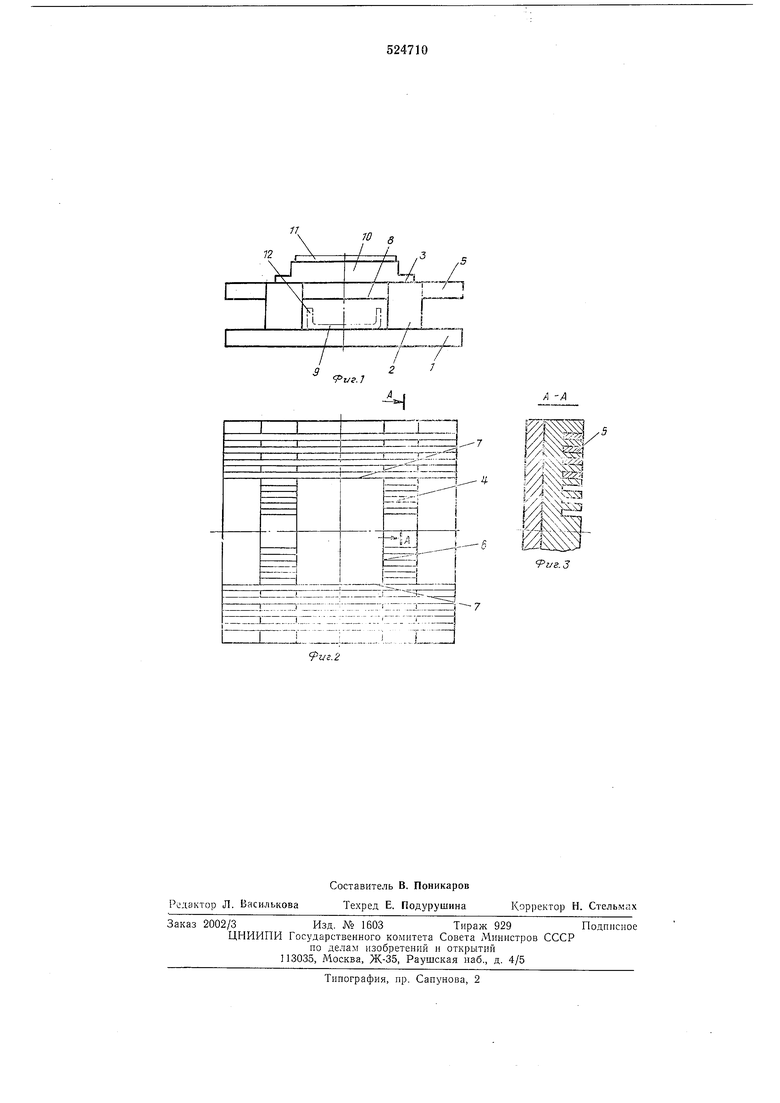
сечения. Боковые плоскости 6 брусьев 2, а также плоскости 7 прямоугольных пластин 5 образуют провальное окно плиты. Нижняя опорная плоскость 8 прямоугольной пластины 5, плоскости 6 брусьев 2 и верхняя плоскость 9 основания 1 образуют полость, в которую попадает изготовленная деталь и из которой она извлекается при изготовлении «напровал. На верхнюю опорную поверхность 3 брусьев 2 и пластин 5 установлена матрица 10. Плоская листовая заготовка 11 детали 12 установлена на рабочую плоскость матрицы 10.
С целью обеспечения опоры для матрицы 10 по верхним опорным поверхностям брусьев 2 и пластин 5, пазы 4 в брусьях 2 и высота пластин 5 выполнены с размерами, равными по вел-ичине и образующими верхнюю опорную поверхность 3 провального окна плиты. Для обеспечения наибольшего размера провального окна плиты .в случае, когда брусья 2 раздвинуты и занимают крайнее положение, ограниченное поперечным габаритным размером основания 1, длина пластин 5 прямоугольного сечения выполнена равной поперечной длине основания 1.
Плита настраивается для работы следующим образом.
По известным размерам рабочего окна матрицы 10 подвижные брусья 2 по направляющим основания 1 зубчато-реечным механизмом (на чертеже не показан) устанавливаются на размер больший, чем рабочее окно матрицы 10 на 5-10 мм, фиксируются и закрепляются в таком положении фиксирующим и крепежным устройством (на чертеже не показано).
Пластины 5 прямоугольного сечения устанавливаются в пазы 4 подвижных брусьев 2 на размер, который превышает размер матрицы на 5-10 мм. После выполнения этих работ плоскости 6 и 7 образуют провальное окно, по которому устанавливается матрица 10 и закрепляется в таком положении. После этого плита подготовлена к работе.
Работа плиты осуществляется следующим
образом.
Пуансон (на чертеже не показан) при перемещении вниз деформирует заготовку 11 и проталкивает ее в полость, образованную нижней плоскостью 8 прямоугольной пластины 5, плоскостью б брусьев 2 и верхней плоскостью 9 основания 1. При ходе пуансона вверх и остановке пресса изготовленная деталь 12 извлекается из указанной полости, и цикл изготовления повторяется в описанной
последовательности.
При переналадках для изготовления другой детали, имеющей отличные от изготавливаемой детали размеры длины и щирины, брусья 2 сдвигаются или раздвигаются, а пластины
5 прямоугольного сечения переставляются по пазам, и изготовление детали идет в описанной последовательности.
По сравнению с известным техническим решением предлагаемая конструкция плиты значительно сокращает трудоемкость наладочных работ, извлечения готовых изделий, сокращает простои оборудования, улучщает условия работы оператора, т. е. позволяет получить положительный эффект.
Ф о р м у л а и 3 о б р е т е н и я
Настольная плита к прессу по авт. св. 257427, отличающаяся тем, что, с целью снижения трудоемкости наладочных операций и извлечения готовых изделий, она снабжена пластинами прямоугольного сечения, установленными с возможностью перемещения в расположенных симметрично и параллельно относительно поперечной оси плиты
пазах, выполненных на верхней опорной плоскости параллельно расположенных брусьев.
W в .3
I/
iIZJ:/ z:
.l IЩ. .- TII-«-.:КЕуWnrn.
,/
Л -XI
fua.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный съемник к штампам для разделительных операций | 1974 |
|
SU632437A2 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |