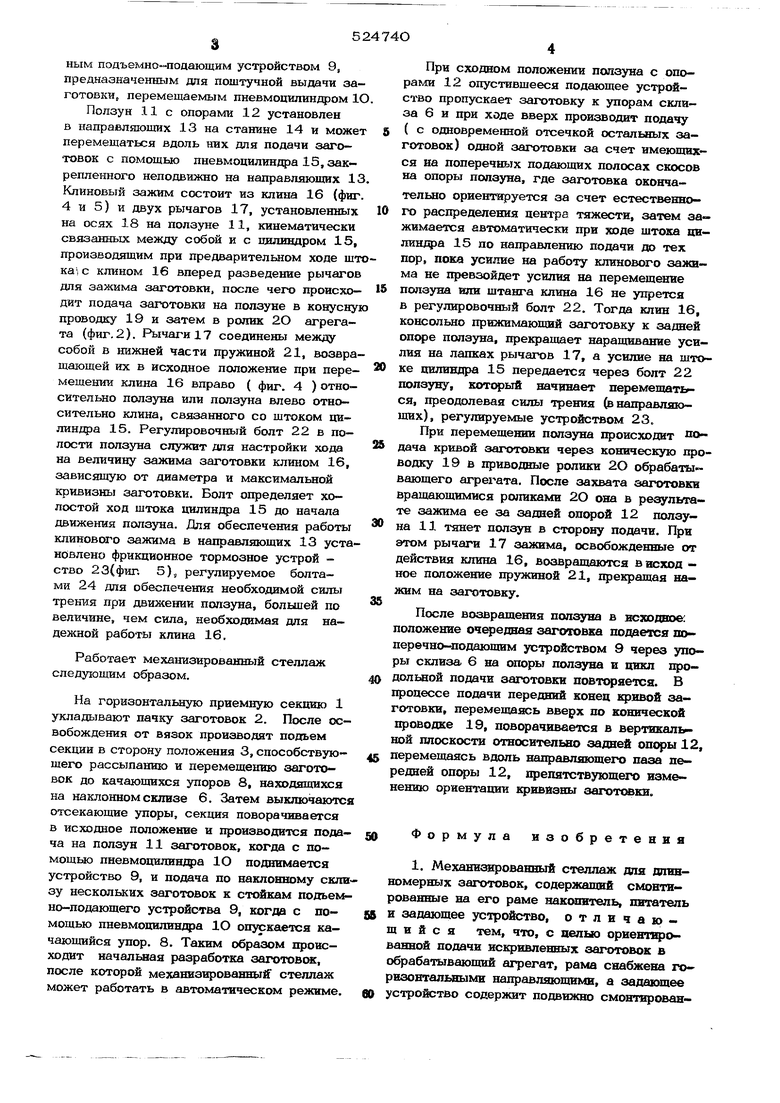
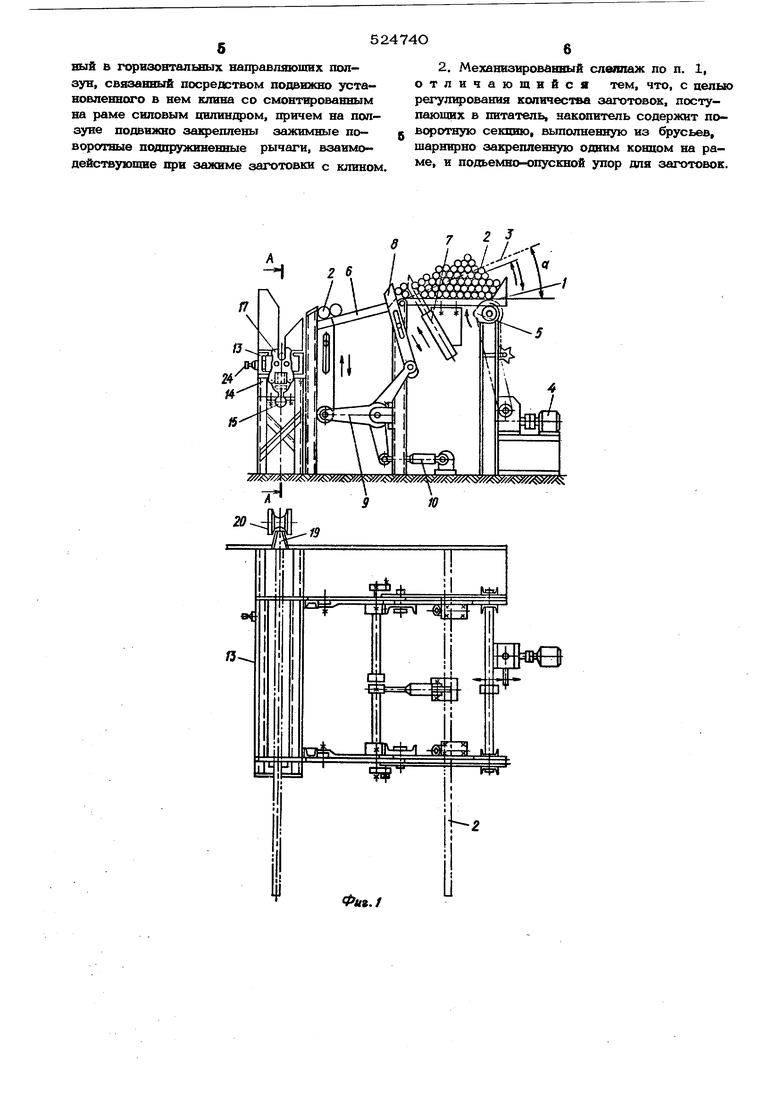
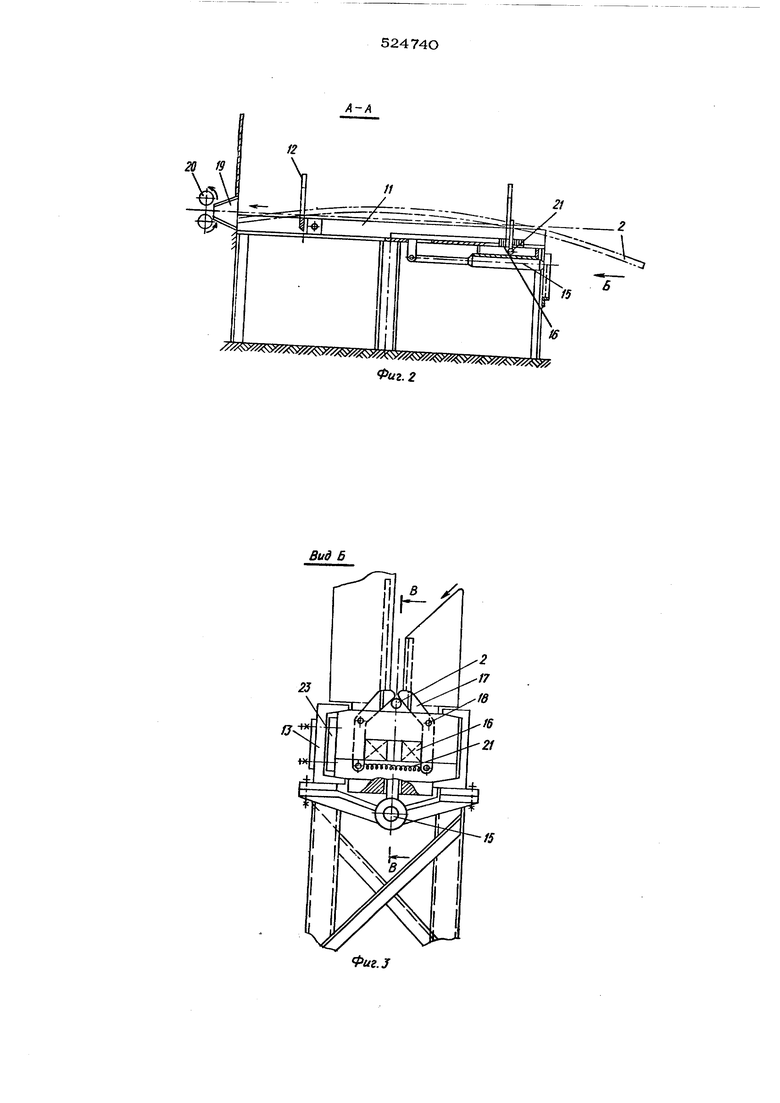
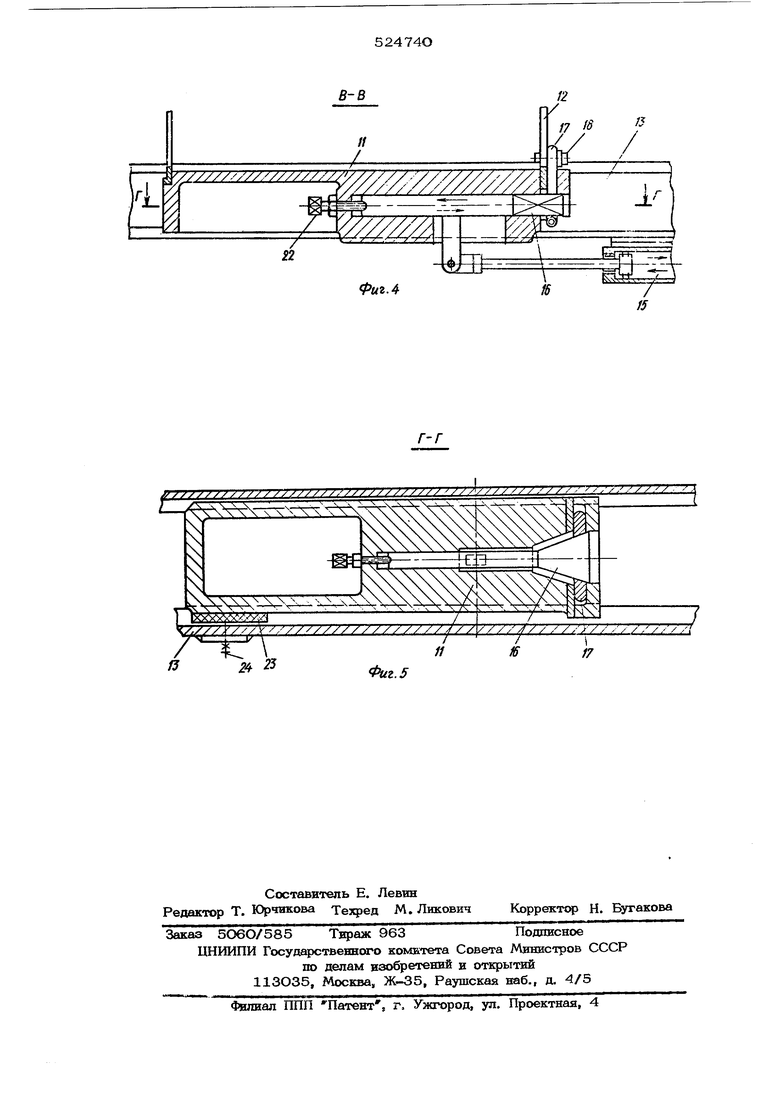
ным подъемно-подающим устройством 9, предназначенным для поштучной выдачи заготовки перемещаемым пневмоцилин/фом 1 Ползун 11с опорами 12 установлен в направляющих 13 на станине 14 и може перемещаться вдоль них для подачи заготовок с помощью пневмоцилиндра 15, закрепленного неподвижно на направляющих 13 Клиновый зажим состоит из клина 16 (фиг 4 и 5) и двух рычагов 17, установленных на осях 18 на ползуне 11, кинематически связанных между собой и с цилиндром 15, производ5пцим при предварительном ходе щт ка с клином 16 вперед разведение рычагов для зажима заготовки, после чего происходит подача заготовки на ползуне в конусну проводку 19 и затем в ролнк 2О агрегата (фиг. 2). Рычаги 17 соединены между собой в нижней части пружиной 21, возвра щающей их в исходное положение при перемешешга клина 16 вправо ( фиг. 4 ) относительно ползуна или ползуна влево относительно клина, связанного со щтоком цилинщэа 15. Регулировочный болт 22 в полости ползуна служит для настройки хода на величину зажима заготовки клином 16, зависящую от диаметра и максимальной кривизны заготовки. Болт определяет холостой ход штока цилин фа 15 до начала движения ползуна. Для обеспечения работы клинового зажима в направляющих 13 уста новлено фрикционное тормозное устрой ство 23(фиг. 5), регулируемое болтами 24 для обеспечения необходимой силы трения при движении ползуна, большей по величине, чем сила, необходимая для надежной работы клина 16. Работает механизированный стеллаж следующим образом. На горизонтальную приемную секцию 1 укладывают пачку заготовок 2. После освобождения от вязок производят подъем секции в сторону положения 3, способствую- щего рассыпанию и перемещению заготовок до качающихся упоров 8, находящихся на наклонном склизе 6. Затем выключаются отсекающие упоры, секция поворачивается в исходное положение и производится подача на ползун 11 заготовок, когда с помощыо пневмоцшгащфа 1О поднимается устройство 9, и подача по наклонному скли зу нескольких заготовок к стойкам подьемно-подаюшего устройства 9, когда с помощью пневмоцилнндра 1О опускается качающийся упор. 8. Таким образом происходит начальная разработка заготовок, после которой механнзнрованны:ЁГ стеллаж может работать в автоматическом режиме. При сходном положении ползуна с опорами 12 опустивщееся подающее устройство пропускает заготовку к упорам склиза 6 и при ходе вверх производит подачу ( с одновременной отсечкой остальных заготовок) одной заготовки за счет имеющихся на поперечных подающих полосах скосов на опоры ползуна, где заготовка окончательно ориентируется за счет естественного распределения центра тяжести, затем зажимается автоматически при ходе штока цилиндра 15 по направлению подачи до тех пор, пока усилие на работу клинового зажима не превзойдет усилия на перемещение ползуна юта щтанга клина 16 не упрется в регулировочный болт 22. Тогда клин 16, консольно прижимающий заготовку к задней опоре ползуна, прекращает наращивание усилия на ланках рычагч в 17, а усилие на щт&ке цилиндра 15 передается через болт 22 ползуну, котсфый начинает перемепшт гся, преодолевая силы трения (в направляющих), регулируемые устройством 23. При перемещении ползуна происходит по дача кривой заготовки через коническую хфоводку 19 в приводные ролики 2О обрабатывающего агрегата. После захвата заготовки вращающимися рО)шкамн 2О она в результате зажима ее за задней опсфой 12 ползуна 11 тянет ползун в сторону подачи. При этом рычаги 17 зажнма, освобожденные от действия клина 16, возвращаются в ш;ход - ное положение пружиной 21, прекращая нажнм на заготовку. После возвращения ползуна в исходное: положение оч едная заготовке подается поперечно-подающим устройством 9 через упоры склиза 6 на опоры ползуна и цикл продольной подачи заготовки повторяется. В процессе подачи передний конец кривой заготовки, перемешаясь вверх по конической проводке 19, поворачивается в вертикал ной плоскости относительно задней onqpbi 12, перемещаясь вдоль 1юправляюшего паза передней опоры 12, препятствующетч} изменению ориентации кривизны заготовки. Формула изобретения 1. Механизированный стеллаж для длинномерных заготовок, содержащий смонтированные на его раме накопитель, питатель и задающее устройство, отличающийся тем, что, с делью ориентЕф ованной подачи искривленных заготовок в обрабатывающий агрегат, рама снабжена горизонтальными направляющими, а задающее устройство содержит подвижно смонтированвый в 1ч ризовтальвых направляющих ползун, связанный посредством подвижно установленного в нем клина со смонтированным на раме силовым цилиндром, причем на ползуне подвижно залеплены зажимные поворсугные подпружиненные рычаги, взаимодействующие при зажиме за1х товки с клином.
2. Механизированный слеяпаж по п. 1, отличающийся тем, что, с целью регулирования количества заготовок, поступающих в питатель, накопитель содержит поворотную секцию, выполненную на брусьев, щарнирно закрепленную одним концом на раме, и подъемно-опускной упор для заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для загрузки заготовок | 1986 |
|
SU1428522A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| УСТАНОВКА ДЛЯ ЛОМКИ ПРУТКОВЫХ И ТРУБЧАТЫХ МАТЕРИАЛОВ | 1990 |
|
RU2025231C1 |
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
/7
.й гй«/ж / й5«« й ай%ч «й
Фиг.1
/i-/q
Фиг. 2
Фиг. 5
