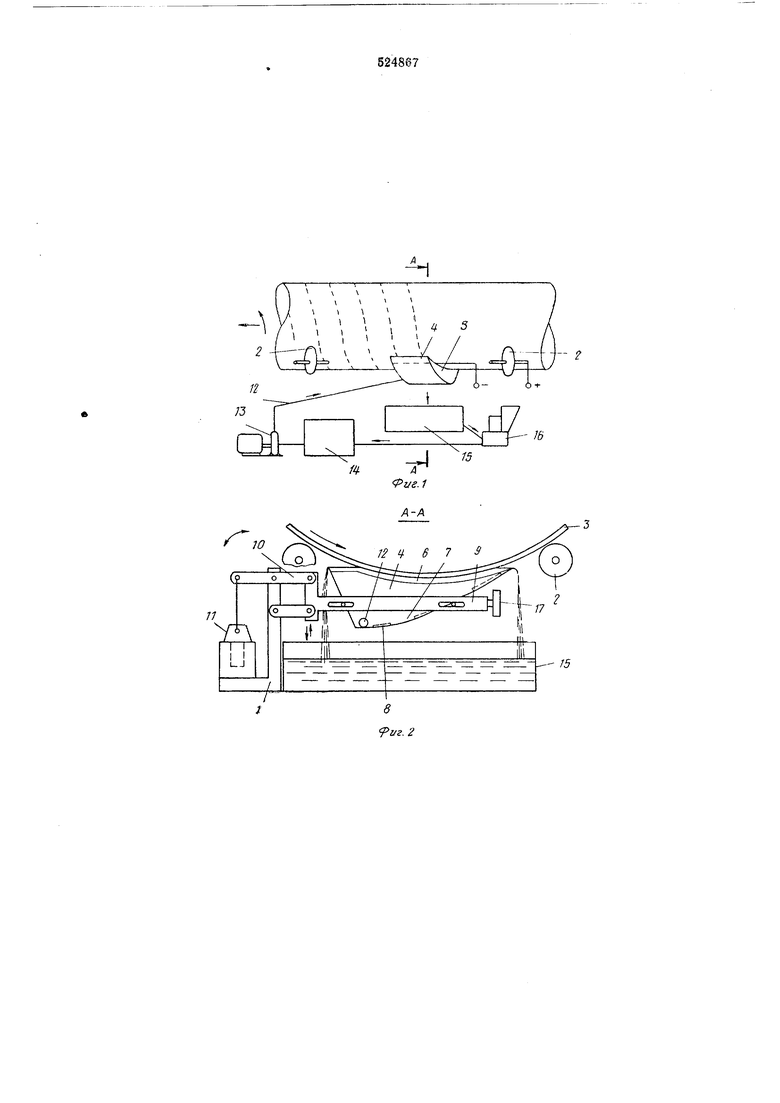
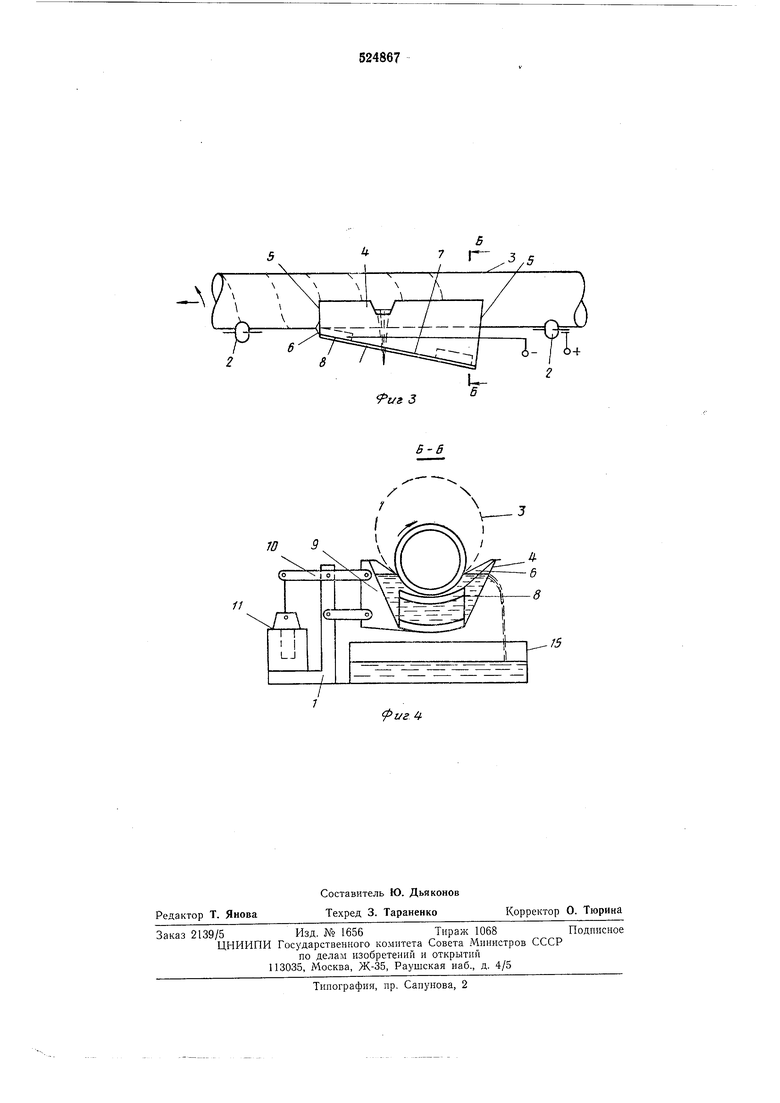
На фиг. 1 изображен общий вид устройства с расположением обливной головки (первый вариант); на фиг. 2 - разрез по А-А- на фиг. 1; на фиг. 3 - общий вид устройства с расположением обливной головюи {второй вариа-нт); на фиг. 4 -разрез по Б-Б на фиг. 3. Устройство содержит установленные на станине 1 ролики 2 для изделия, представляющего собой, например, трубу 3. Между роликами 2 под трубой 3 расположено обливное устройство, выполнениое в виде открытого резервуара 4 из диэлектрика с наклонным дном и образующего клиновидную полость с поверхностью трубы 3, углубляющуюся навстречу ее вращению. Торцевые стенки 5 резервуара 4 в местах контакта с трубой снабжены эластичными уплотнениями 6, например, из листовой резины. На дне 7 резервуара 4 установлены полосовые электроды-катоды 8, размеры и расположение которых, как и наклон дна 7 резервуара 4, подобраны из условия создания в зоне осаждения электрического поля, обеспечивающего оптимальную плотность тока вначале осаждения и постепенное нарастание потенциала на образуемом покрытии до максимальнаго значения на выходе. Электроды 8 и ролики 2 соединены с йсточн-иком постоянного тока (на чертежах не ноказан). Резервуар 4 смонтирован на кронщтейне 9, который шарнирно прикреплен к станине 1 с помощью параллелограммного механизма 10, имеющего электромагнитный следящий привод И с реле времени задержки и датчиком, реагирующим на неоднородность в стыке труб. Гибким щлангом 12 резервуар 4 соединен с рециркуляционной системой, содержащей насос 13, емкость 14 с эмульсией, сливной поддон 15 и регенерационный эмульгатор (регенератор 16). По первому варианту резервуар 4 установлен с возможностью перемещения вдоль кронщтейна 9 от винтового механизма 17. Поскольку длина резервуара 4 должна соответствовать времени осаждения покрытия и 45 заданной скорости перемещения трубы 3, то при малом диаметре труб и большой скорости их вращения устройство должно быть видоизменено- клиновидное расширение резервуара 4 ориентировано вдоль трубы 3, его длина увеличена до нескольких шагов навивки, электроды 8 перенесены к торцам 5 с возможностью продольного смещения начального электрода относительно концевого (фиг. 3, 4), при этом необходимость в поперечном смещении 55 резервуара 4 отнадает. Устройство работает следующим образом. 50 При включении насоса 13 резервуар 4 непрерывно наполняется эмульсией до краев, а излищек переливается в поддон 15, поступая затем в регенератор 16 и емкость 14. Под воздействием ПОСТОЯННОГО тока на поверхности трубы 3, контактирующей с эмульсией в резервуаре, происходит осаждение из эмульсии диспергированных частиц полимера, образуя сплошное покрытие. При вращении трубы 3 этот процесс непрерывно начинается у набегающего края и далее продолжается до выхода из резервуара 4, утолщая покрытие. Благодаря вращению и одновременному продольному перемещению трубы происходит непрерывный процесс .как бы винтообразной навивки на трубу осаждаемого покрытия. При подходе к резервуару стыка труб по сигналу датчика следящего привода 11 механизм 10 опускает резервуар 4 на период прохождения стыка, прекращая смачивание трубы и осаждения покрытия, а затем автоматическим подъемом резервуара 4 процесс «анесения покрытия возобновляется. Формула изобретения 1. Устройство для 1нанесбния 1полимерных локрытий на длинномерные цилиндрические изделия, содержащие станину, закрепленные на ней опорные ролики для изделия, обливную головку с электродами, источник постоянного тока, связанный с электродами и роликами, и систему -рециркуляции, отличающееся тем, что, с целью обеспечения возможности нанесения покрытий на трубы различных диаметров и повыщения качества покрытия, обливная головка вьгполнена в виде открытого резервуара, дно которого расположено наклонно, а электроды установлены на дне резервуара. 2. Устройство ПО п. 1, отличающееся тем, что для отвода резервуара от изделия он смонтирован на кронштейне, щарнирно прикрепленном к станине. 3. Устройство ПО лп. 1, 2, отличающеес я тем, что резервуар установлен -с возможностью перемещения вдоль кронштейна, 4. Устройство по пп. 1, 2, отличающеес я тем, что резервуар смонтирован на кронштейне жестко, а электроды установлены с возможностью перемещения один относительно другого. Источники информации, принятые во внимание ори экспертизе; 1. Авт. овид. СССР № 339318, кл. В 05К 5/02, 08.10.69 г. 2. Авт. свид. СССР № 323468, кл. С 23В 11/00, 20.02.69 г. (прототип).
- 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Способ непрерывного изготовления труб с защитной оболочкой | 1988 |
|
SU1599231A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
n T
Pl/S.1
д7Г
W 9
11
/
иг 3
риг 4
