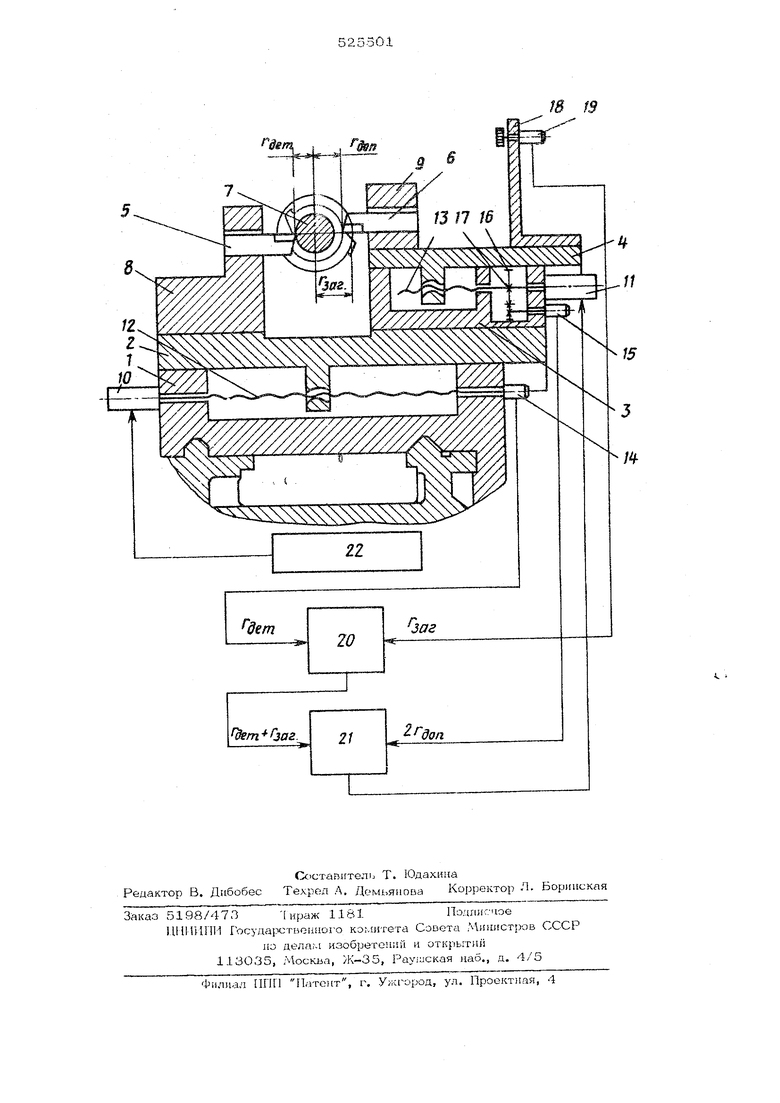
(54) УСТРОЙСТВО ДЛЯ ДВУХРЕЗЦОВОЙ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ при введении в блок 19 эвачениа д..егра заготовки, также равного нулю. Деталь 7 обрабатывают двумя резцами 5 и 6 одновременно. Резец 5, установленный на основном поперечном суппорте, от стоит своей верщиной от оси детали на рас стоянии (Эетп. и является форьихзбразуютим Резед 6, установленный на дололш1тель юм суппорте, отстоит своей вершиной отоси детали на расстоянии г В блоке 19 ввода информации о, конту- заготовки устанавлквают радиальный раз мер заготовки 1з01 . Условие равномерного распределения .припуска зю глубине к е;;щу резпагли определено г еометрически аетпЛ аг. eoTJ.I В процессе обработки радиальное пере- мотцен зе формообразуюи1ег о резца 5 осущес вляют по програь5ме от блока 22 ггри работе на станке с ЧПУ, возможна так;;се об- работка при ручном управлеш1и или по копиру. Сигнал о радиальном поло;кепии формооб- разуюшего рез1;а 5 с помощью датчика 14 радиального перемешеяия OCHOBHOIX суппорта передают на один из вход..-;з сукидатора 20, на другой вход которого с блока 19 поступает сигнал ра/шальных аначепий заготовки. С выхода сумматора 2О сигнал поступае иа один из входов второг-о сумматора 21, На другой, инверсный, вход сумматора 21 с датчика 15 пололсения поступает сигнал о радиальном поло;лении резпа 6 .штельного суппорта. . Сигнал с сумматора 21 передают на привод 11 для следящего радиального перемещения дополнительного суппорта 4 с резцом б. Формула изобретения Устройст1во для двухрезцовой токарпой обработки деталей с распределением припуска резда ли по глубине, состоящее из основного и дополнительного поперечных суппортов, снабженных приводом и системой управления перемещением инструмента на аналоговых элементах, отличающееся тем, что с повыщения произиодительности обработки и упрощешш системы управления, система управления вьтолнена в виде блока ввода информации о контуре заготоскл, сумматоров и датчиков перемещения суппортов, причем блок ввода информации соединен с одним из входов первого сумматора, к другому входу которого подключен выход датчика перемещения основного суппорта, кроме того, выход указанного сумматора связап с приводом дополнительного суппорта посредством второго сумматора, который связан с датчиком перемещения дополнительного суппорта. 18 fS
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления многоинструментальной обработкой | 1976 |
|
SU588065A1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| Система управления многоинструментальной обработки резцами | 1978 |
|
SU782964A1 |
| Способ механической обработки нежестких деталей | 1974 |
|
SU484937A1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| Станок для многорезцового точения гибких валов | 1978 |
|
SU1036459A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ВАЛОВ | 1982 |
|
SU1272608A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Устройство для управления процессом обработки на металлорежущем станке | 1990 |
|
SU1757848A1 |
| Токарный станок | 1983 |
|
SU1119779A2 |