(54) УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ И СВАРКИ
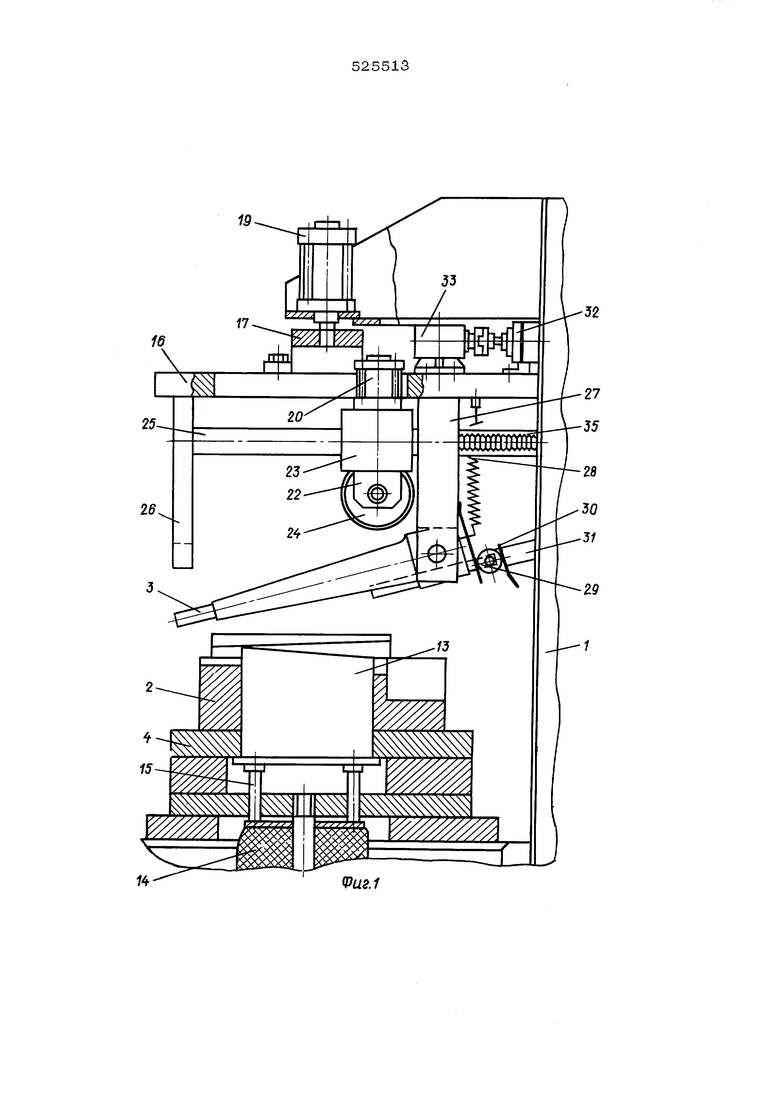
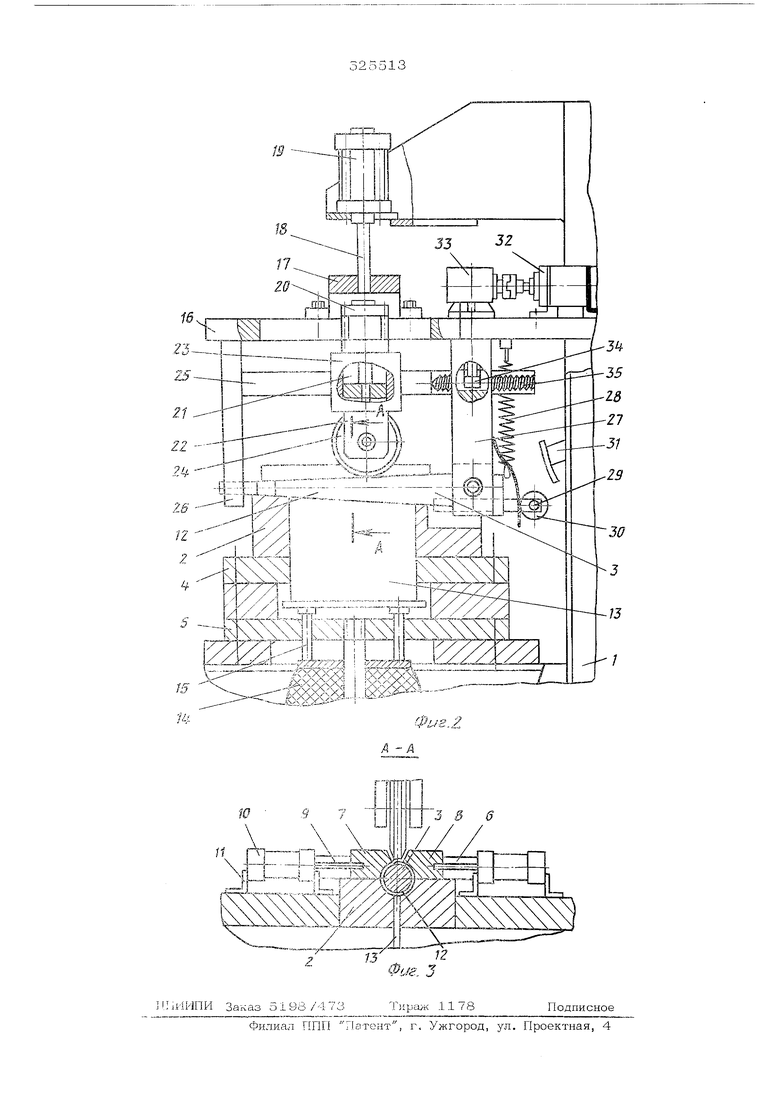
ДЕТАЛЕЙ эм 14, толкателем 15 и базовыми фиксаторами заготовки, К верхней плите 16 жестко прикреплен П-образный кронштейн 17, взаимосвязанный со штоком 18 силового цилиндра 19, укрепленного на станине 1, предназначенного для вертикального возратно-поступательного перемешения самой плиты. В плите 16 вьшолненс окно, необходимое для обеспечения горизонтального перемеш.е- ния в нем силового цилиндра 20, шток 21 которого взаимосвязан с ползуном 22, размешенным в каретке 23. Ползун 22 внизу снабжен сварочным роликом 24, предназначенным для одновременного подгиба кромок детали друг к другу и их сварки. Каретка 23 свободно посажена на направляюшие сва ки 25, соединенные с кронштейном 26, пре назначенным для подпора конца токоподводя ш.ей оправки 3 при формообразовании детали и держателем 27. К плите 16 прикреплена пружина 28, предназначенная для создания угла наклона оправке 3 при съеме детали. В пазу оправки 3 установлен подпружиненный выталкиватель 29 с роликом 30, предназначенный для выталкивания детали с оправки при воздействии на него упора 31 в момент подъема верхней плиты 16. На плите 16 укреплены привод 32, предназначенный для передачи усилия через редуктор 33, вал которого снабжен шестерней 34, на рейку 35 для перемешения каретки со сварочным механизмом. Привод 32 и силовые цилиндры 19 и 20 сблокированы между собой конечными выклю чатепями (на чертежах не показаны), обеспечиваюшими последовательность их включения в работу и отключения по окончании работы в автоматическом цикле. Установка работает следуюшим образом. При В1шючении установки шток силового цилиндра 19 осушествляет перемешение пли ты 16. Вместе с плитой перемешается вниз и оправка 3, которая при достижении заготовки свободным концом входит в паз кронштейна 26. При дальнейшем перемешении оправка 3 производит формообразование деTajni, одновременно включаются силовые цилиндры 1О, штоки 9 которых производят перемешение по направляюшдм 6 секторов 7 и 8, осушествляюшими подворачивание кромок заготовки в трубку. При достижении секторами 7 и 8 заданного конечного положения автоматически включается силовой цилиндр 20, шток 21 оторого перемешает вниз ползун 22 до контактного положения с деталью 12. Затем включается привод 32 горизонтального перемешения каретки 23 и подается ток на сварочный ролик 24 и оправку 3. Ролик 24, перемешаясь по стыку детали 12, производит одновременно и подгибку кромок и сварку. По окончании сварки осушествляется отключение подвода сварочного тока, привода 32 и автоматическое включение силовых цилиндров 19, 20 и 10 на возврат в исходное положение соответственно плиты 16, ползуна 22 и секторов 7 и 8. При подъеме плиты 16 поднимается вверх и оправка 3, при этом конец ее под действием пружины 28 и силы тяжести опускается вниз, а другой конец, снабженный выталкивателем 29, увлекаемый держателем, перемешается вверх, и ролик 30 вступает во взаимодействие с упором 31. В результате этого выталкиватель 29 осуществляет сдвиг с оправки детали 12, которая под действием своей тяжести и наклона оправ1ш 3 плавно сходит с него и опускается в накопитель. Формула изобретения Установка для формообразования и сварки деталей, содержашая токоподводяшую оправку и установленные на станине матрицу с обжимными секторами и верхнюю плиту с размешенным на ней сварочным роликом, отличаюшаяся тем, что, с целью повышения производительности труда, верхняя плита снабжена приводом и установлена с возможностью возвратно-поступательного перемешения, токоподводяшая оправка выполнена в виде шарнирно закрепленной на плите и подпружиненной от нее консоли с продольным пазом, в котором размешен с возможностью перемешения подпружиненный к верхней плите выталкиватель с роликом, а на станине расположен упор, взаимодей- ствуюший с указанным роликом при движении верхней плиты. Источники информации, принятые во внимание при экспертизе: 1.Авт. св. СССР № 336119, М.Кл. В 23 К 11/06 от 12.01.70. (аналог.). 2.Локшин Я. Ю. Производство консервных банок из черной жести, 1951 г., стр. 79, 84-94 (прототип).
19
16
М
fPus.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для формовки и сварки полых изделий | 1986 |
|
SU1342652A1 |
| Машина для сварки плоских сеток | 1980 |
|
SU872119A1 |
| Литьевая машина для литья изделий из термопластов | 1986 |
|
SU1353637A1 |
| Устройство для формования раструбов в полимерных трубах | 1976 |
|
SU617274A1 |
| Устройство для сборки деталей | 1976 |
|
SU599955A1 |
| Вертикально-литьевая машина для литья изделий из термопластических масс | 1986 |
|
SU1344617A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для ротационного выдавливания полых изделий | 1977 |
|
SU719751A1 |