Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей из листовых заготовок методом гибки.
Целью изобретения является расширение технологических возможностей и повышение качества.
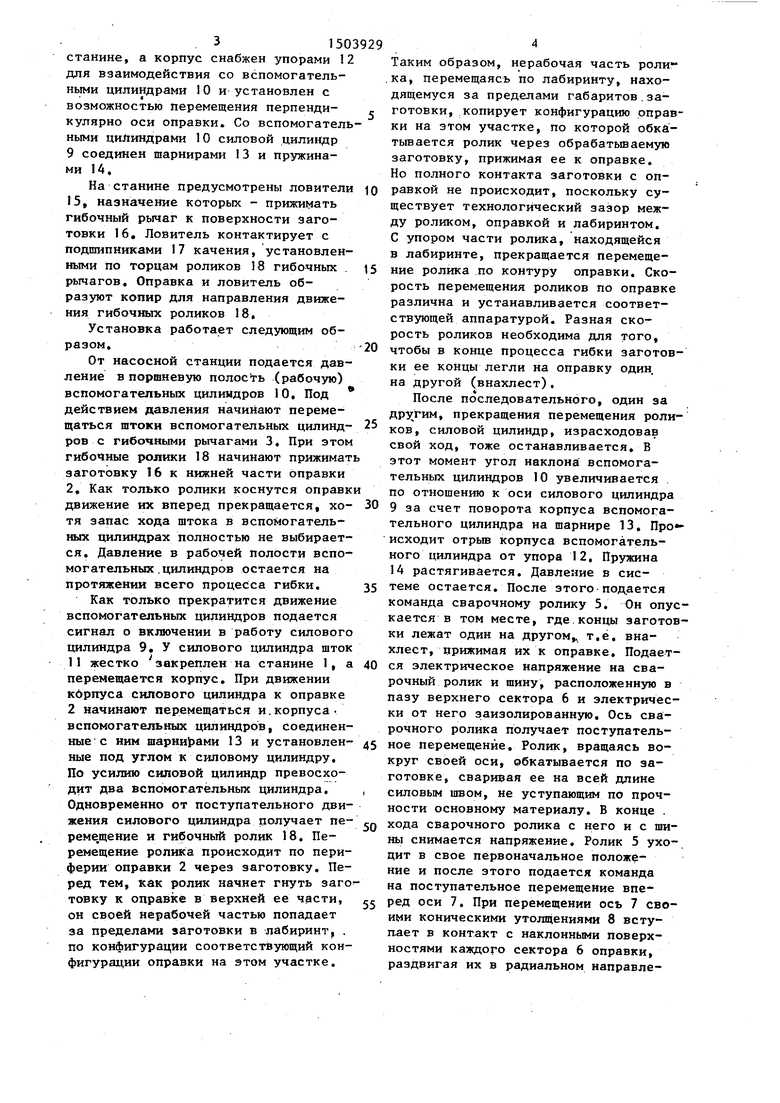
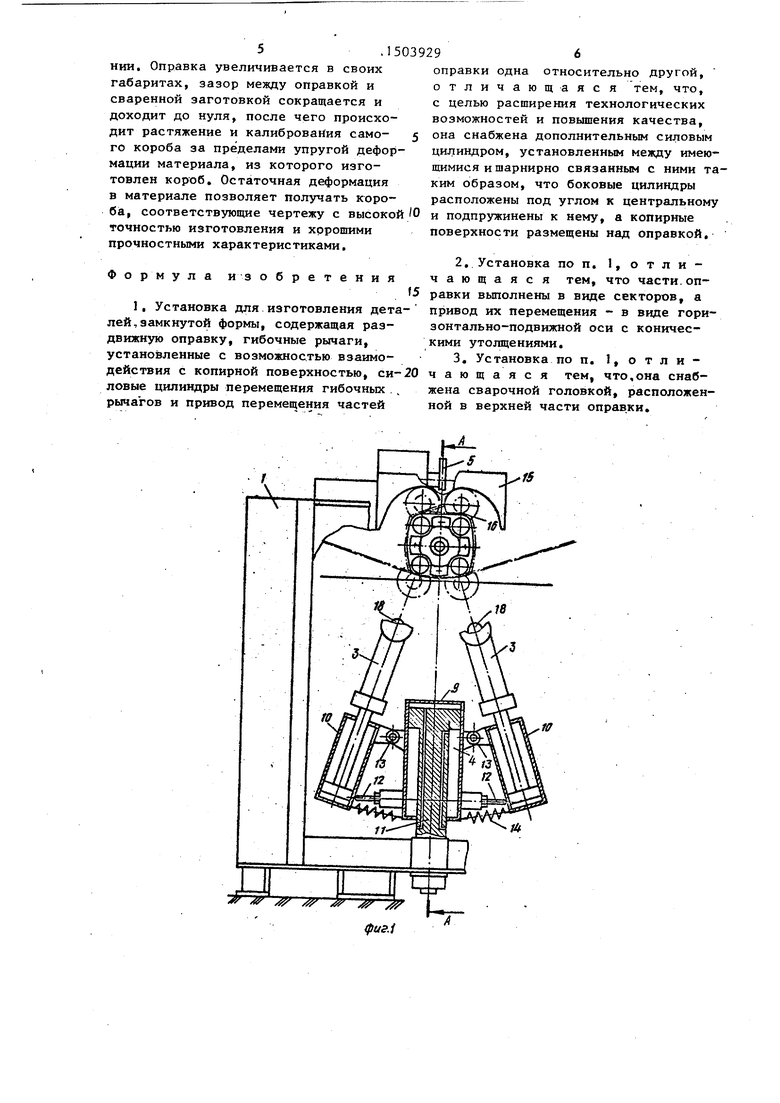
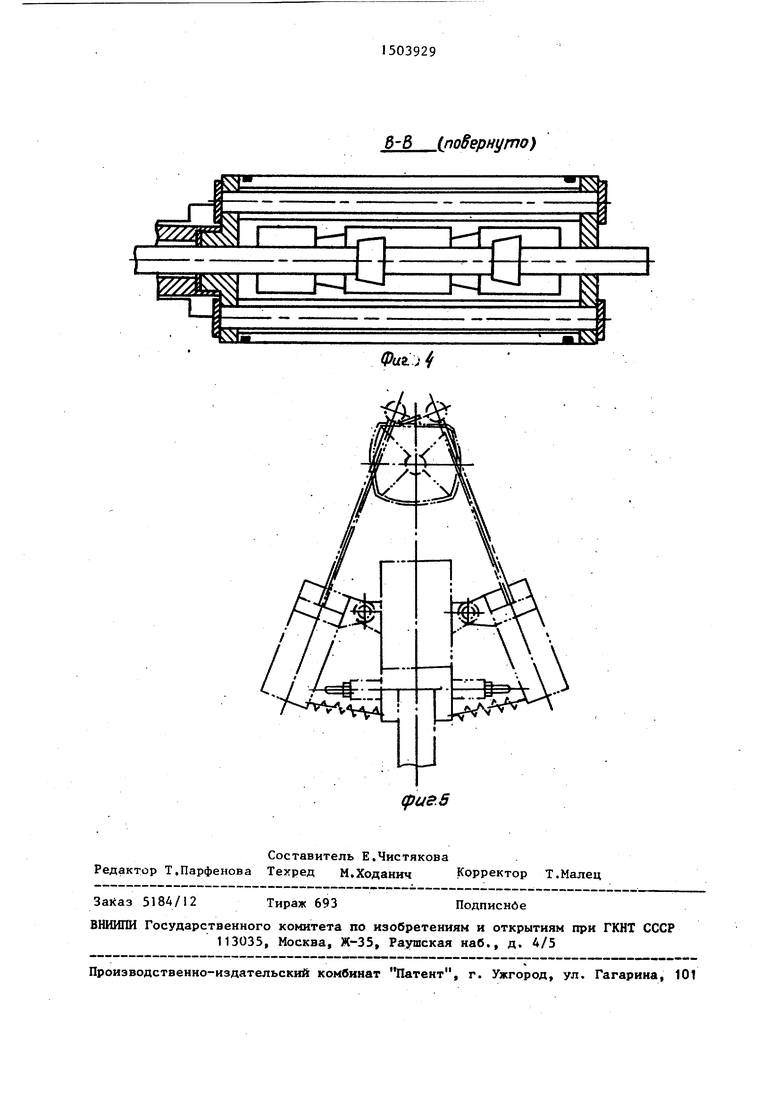
На фиг.1 показана предлагаемая установка, общий вид; на фиг. 2 - разрез А-А на фиг.1;на фиг.З - сечение Б-Б на фиг.2(узел оправки); на фиг.4 - сечение В-В на фиг.З; на фиг.5 - положение гибочных рычагов в момент завершения гибки короба.
Установка содержит консольно устат новленную на станине 1 оправку 2,
гибочные рычаги 3 с приводом 4 их перемещения, .сварочную головку 5, Оправка выполнена составной из . отдельных секторов 6, установленных с возможностью радиального перемеще-- ния относительно ее оси 7, На оси предусмотрены конические утолщения 8 для взаимодействия с внутренней поверхностью сектора в процессе работы. Ось выполнена с возможностью возвратно-поступательного перемещения.
Привод 4 перемещения гибочных рычагов выполнен в виде силового цилиндра 9 и вспомогательных цилиндров 10, установленных под углом к оси силового цилиндра. Шток I1 силового цилиндра жестко закреплен на
СП
о
00
со
СО
31503
станине, а корпус снабжен упорами 12 для взаимодействия со вспомогательными цилиндрами 10 и установлен с возможностью перемещения перпендикулярно оси оправки. Со вспомогательными цилиндрами 10 силовой цилиндр 9 соединен шарнирами 13 и пружинами 14,
На станине предусмотрены ловители 15, назначение которых - прижимать гибочный рычаг к поверхности заготовки 16, Ловитель контактирует с подшипниками 17 качения, установленными по торцам роликов 18 гибочных . рычагов. Оправка и ловитель образуют копир для направления движения гибочных роликов 18,
Установка работает следующим образом,
От насосной станции подается давление в поршневую полос гь (рабочую) вспомогательных цилиндров 10, Под действием давления начинают перемещаться штоки вспомогательных цилинд- ров с гибочными рычагами 3, При этом гибочные ролики 18 начинают прижимат заготовку 16 к нижней части оправки 2, Как только ролики коснутся оправк движение их вперед прекращается, хо- тя запас хода штока в вспомогательных цилиндрах полностью не выбирается. Давление в рабочей полости вспомогательных .цилиндров остается на протяжении всего процесса гибки,
Как только прекратится движение вспомогательных цилиндров подается сигнал о включении в работу силового цилиндра 9, У силового цилиндра шток 11 жестко закреплен на станине 1, а перемещается корпус. При движении кбрпуса силового цилиндра к оправке 2 начинают перемещаться и.корпуса- вспомогательных цилиндров, соединенные с ним шарни)ами 13 и установлен- ные под углом к силовому цилиндру, По усилию силовой цилиндр превосходит два вспомогательных цилиндра, Одновременно от поступательного движения силового цилиндра получает пе- реме.щение и гибочный ролик 18, Перемещение ролика происходит по периферии оправки 2 через заготовку. Перед тем, как ролик начнет гнуть заго товку к оправке в верхней ее части, он своей нерабочей частью попадает за пределами заготовки в лабиринт, . по конфигурации соответствующий конфигурации оправки на этом участке.
Таким образом, нерабочая часть ка, перемещаясь по лабиринту, находящемуся за пределами габаритов.заготовки, копирует конфигурацию оправки на этом участке, по которой обка- тьгоается ролик через обрабатьшаемую заготовку, прижимая ее к оправке. Но полного контакта заготовки с оправкой не происходит, поскольку существует технологический зазор между роликом, оправкой и лабиринтом, С упором части ролика, находящейся в лабиринте, прекращается перемещение ролика по контуру оправки. Скорость перемещения роликов по оправке различна и устанавливается соответствующей аппаратурой. Разная скорость роликов необходима для того, чтобы в конце процесса гибки заготовки ее концы легли на оправку один, на другой (внахлест),
После последовательного, один за другим, прекращения перемещения роликов, силовой цилиндр, израсходовав свой ход, тоже останавливается, В этот момент угол наклона вспомогательных цилиндров 10 увеличивается по отношению к оси силового цилиндра 9 за счет поворота корпуса вспомогательного цилиндра на шарнире 13, Про исходит отрьш корпуса вспомогательного цилиндра от упора 12, Пружина 14 растягивается. Давление в системе остается. После зтого подается команда сварочному ролику 5, Он опускается в том месте, где концы заготовки лежат один на другом, т,ё, внахлест, прижимая их к оправке. Подается электрическое напряжение на сварочный ролик и шину, расположенную в пазу верхнего сектора 6 и электрически от него заизолированную. Ось сварочного ролика получает поступательное перемещение. Ролик, вращаясь вокруг своей оси, обкатывается по заготовке, сваривая ее на всей длине силовым швом, не уступающим по прочности основному материалу. В конце . хода сварочного ролика с него и с шины снимается напряжение. Ролик 5 уходит в свое первоначальное положение и после этого подается команда на поступательное перемещение вперед оси 7, При перемещении ось 7 своими коническими утолщениями 8 вступает в контакт с наклонными поверхностями каждого сектора 6 оправки, раздвигая их в радиальном направлеIS
(pus.i
А-А
1503929
/ //////////// ///
Фиг,
Фиг
В-В (поёернито}
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Станок для изготовления обечаек | 1975 |
|
SU529874A1 |
| Устройство для формовки полых изделий | 1987 |
|
SU1426738A1 |
| Устройство для получения цилиндрических и конических деталей путем гибки с растяжением листового материала | 1983 |
|
SU1110512A1 |
| Устройство для гибки замкнутых профилей | 1983 |
|
SU1127665A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для изготовления изделий с двойной отбортовкой | 1983 |
|
SU1098804A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ИЗ ЛИСТОВЫХ | 1973 |
|
SU364374A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей типа короба из листового материала. Цель изобретения - расширение технологических возможностей и повышение качества. Установка содержит станину, размещенную на ней оправку, рычаги для гибки и привод перемещения этих рычагов. Привод выполнен в виде силового цилиндра, установленного по оси симметрии установки, и двух вспомогательных цилиндров, установленных под углом к оси центрального и подпружиненных к нему. Корпус центрального силового цилиндра снабжен упорами, взаимодействующими с корпусами вспомогательных цилиндров. Оправка выполнена из отдельных секторов, подвижных в радиальном направлении. Привод перемещения секторов выполнен в виде горизонтально подвижной оси с коническими утолщениями. Установка снабжена сварочной головкой, расположенном в зоне оправки. Растяжение и калибрование короба происходит за пределами упругой деформации материала короба. 2 з.п. ф-лы, 5 ил.
0uij
| Устройство для изготовления деталей типа короба | 1975 |
|
SU526420A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
