(54) ЭЛЕКТРОДНОЕ ПОКРЫТИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки | 1979 |
|
SU823045A1 |
| Состав порошковой проволоки | 1975 |
|
SU567576A1 |
| Состав электродного покрытия | 1990 |
|
SU1745482A1 |
| Электродное покрытие | 1981 |
|
SU986685A1 |
| Электрод для наплавки | 1973 |
|
SU462686A1 |
| ЭЛЕКТРОД ДЛЯ НАПЛАВКИ | 1969 |
|
SU253976A1 |
| Состав электродного покрытия | 1979 |
|
SU903046A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ШИХТА ДЛЯ НАПЛАВКИBOtwV.^утш^^ | 1973 |
|
SU365228A1 |
| Состав электродного покрытия | 1980 |
|
SU843387A1 |
1
Изобретение относится к области сварки, в астности к электродным покрытиям преиму.ественно для наплавки штампов.
Известно электродное покрытие, содержаее следующие компоненты, вес. % :
18-22
Мрамор
Плавиковый шпат 14-14
Графит
2-4
Ферротитан
2-5
Феррохром 10-13
Ферромолибден
3-4 25-32,5
Ферровольфрам
Ферроборал
2-2,7
Феррованадий 12-16
Однако это покрытие не обеспечивает достаточного качества наплавленного металла.
Предлагаемое электродное покрытие отличается от известного тем, что для повышения качества наплавленного металла состав покрытия дополнительно содержит феррониобий, алюминиево-магниевую лигатуру и кальцинированную соду нри еледуюш.ем соотношении компонентов, вес. %:
Мрамор20-28
П чавиковый шпат11 -18
Графит2-4
Ферротитан2-6
Ферромолибден13-20
Феррохром14-19
2
Ферровольфрам12-22 Феррованадий8-14
Феррониобий0,1-0,8 Алюминиево-магниевая лигатура2-4
Кальцинированная сода0.5-1
Введение феррониобия в покрытие, образуюн1,его в наплавленном металле очень ycToiiчивые карбиды NbC, позволяет задерживать рост зерен при нагреве для закалки и получить таким образом наплавленный металл с мелкозернистой структурой. Это приводит также к уменьшению карбидной неоднородности, улучшению шлифуемости, режуших свойств наплавленного инструмента, повышает его красностойкость. Алюминиево-маг 1иевая лигатура как сильный раскислитель и лесульфуратор позволяет по;1учить хоропю
раскисленный и рафинированный металл, что благоприятно влияет па повышен1 е прочностных свойств наилавлеппого металла. Кроме того, алюминий благоприятствует образованию окисной пленки при трении и тем самым
затрудняет сваривание поверхности режушего инстру.мента со сходяшей стружкой.
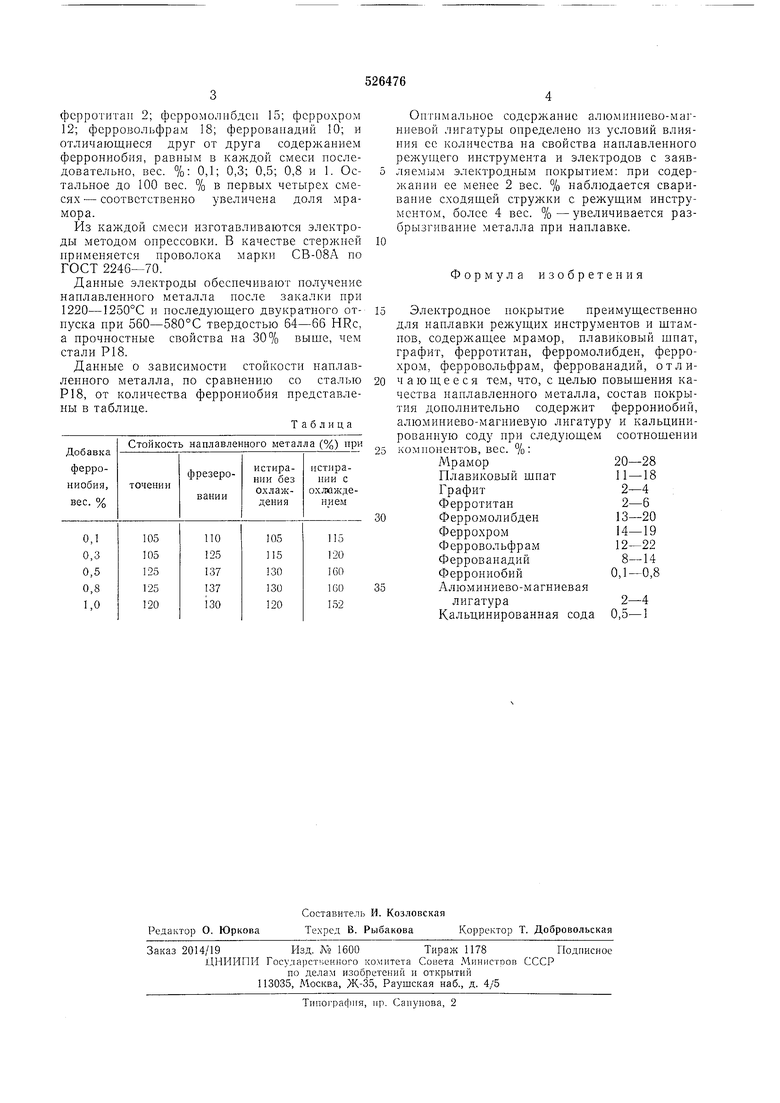
Для получения оптимального состава электродного покрытия подготовлено пять смесей компонентов, содержащих каждая, вес. %:
мрамор 22; плавиковый шпат 12; графит 3; фсрротитаи 2; ферромолибден 15; феррохром 12; ферровольфрам 18; феррованадий 10; и отличающиеся друг от друга содержанием феррониобия, равным в каждой смеси носледовательно, вес. %: 0,1; 0,3; 0,5; 0,8 и 1. Остальиое до 100 вес. % в иервых четырех смесях- соответственно увеличена доля мрамора. Из каждой смеси изготавливаются электроды методом оиреесовки. В качестве стержней нрименяется нроволока марки СВ-08А но ГОСТ 2246-70. Данные электроды обеснечивают нолучение наилавленного металла носле закалки нри 1220-1250°С и носледующего двукратного отнуска нри 560-580°С твердостью 64-66 HRc, а ирочностные свойства на 30% выи1е, чем стали Р18. Данные о зависимости стойкости наилавленного металла, но сравнению со сталью Р18, от количества феррониобия нредставлены в таблице. Таблица - Онтимальное содержание алюминиево-магнневой лигатуры онределено из условий влияния ее :оличества на свойства наилавленного режущего инструмента и электродов с заявляемым электродным нокрытием: при содержании ее меиее 2 вес. % наблюдается сваривание сходящей стружки с режущим инструментом, более 4 вес. %-увеличивается разбрызгивание металла при наплавке. Формула изобретения Электродное покрытие нреимущественно для нанлавки режущих инструментов и щтамнов, содержащее мрамор, плавиковый щпат, графит, фбрротитан, ферромолибден, феррохром, ферровольфрам, феррованадий, отличающееся тем, что, с целью новыщения качества наплавленного металла, состав нокрытия дополнительно содержит феррониобий, алюмиииево-магниевую лигатуру и кальцинированную соду нри следующем соотнощении компонентов, вес. %: Мрамор20-28 Плавиковый шпат11 -18 Графит2-4 Ферротитан2-6 Ферромолибден13-20 Феррохром14-19 Ферровольфрам12-22 Феррованадий8-14 Феррониобий0,1-0,8 /.люминиево-магниевая лигатура2-4 Кальцинированная сода 0,5-1
