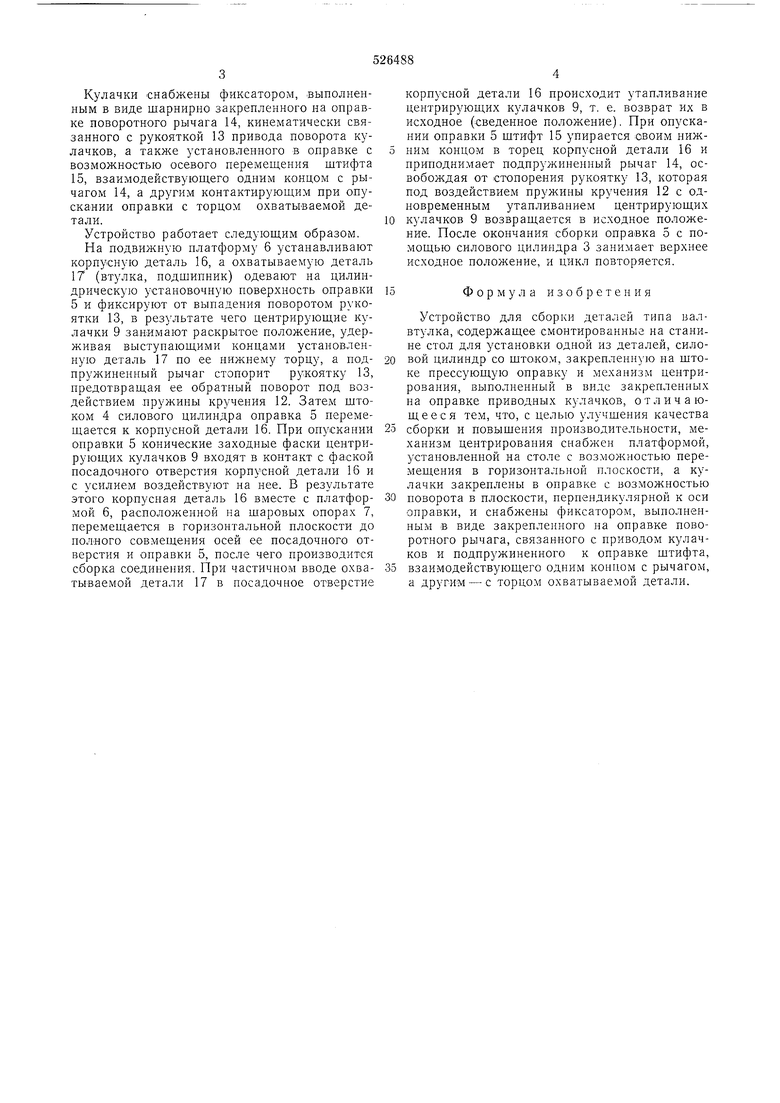
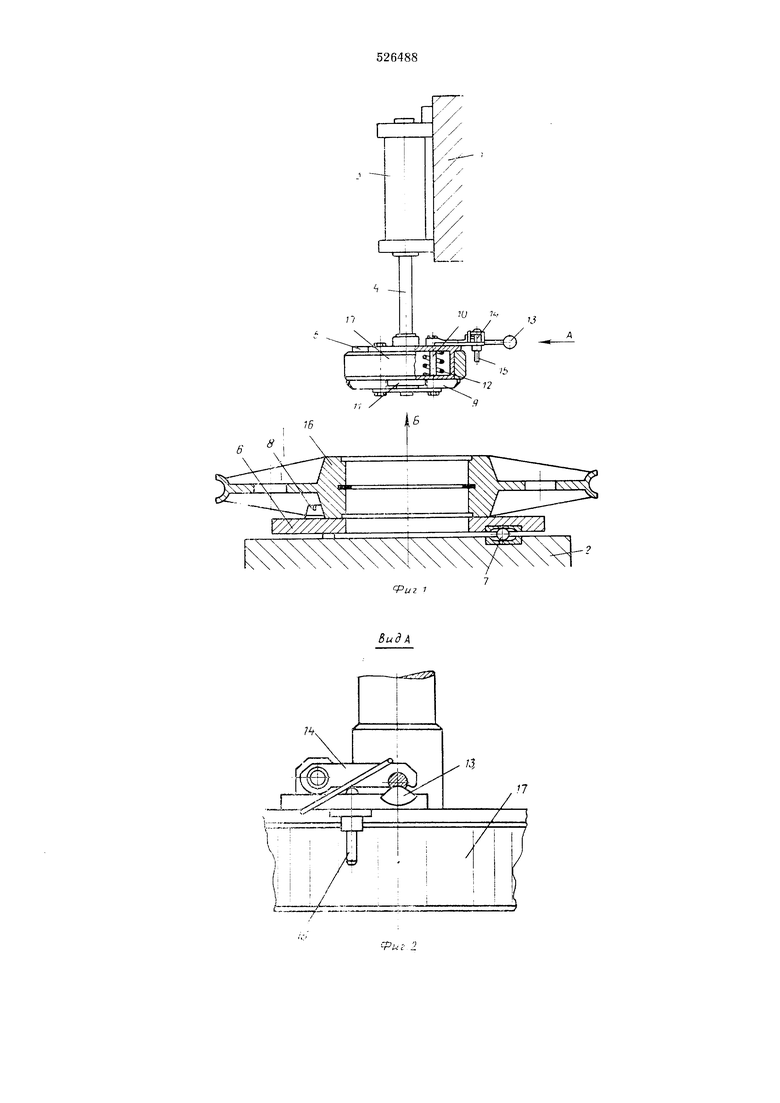
Кулачки снабжены фиксатором, выполненным в виде шарнирно закрепленного на оправке поворотного рычага 14, кинематически связанного с рукояткой 13 привода поворота кулачков, а также установленного в оправке с возможностью осевого перемещения штифта 15, взаимодействующего одним концом с рычагом 14, а другим контактирующим при опускании оправки с торцом охватываемой детали.
Устройство работает следующим образом.
На подвижную платформу 6 устанавливают корпусную деталь 16, а охватываемую деталь 17 (втулка, подшипник) одевают на цилиндрическую установочную поверхность оправки 5 и фиксируют от выпадения поворотом рукоятки 13, в результате чего центрирующие кулачки 9 занимают раскрытое положение, удерживая выступающими концами установленную деталь 17 по ее нижнему торцу, а подпружиненный рычаг стопорит рукоятку 13, предотвращая ее обратный поворот под воздействием пружины кручения 12. Затем штоком 4 силового цилиндра оправка 5 перемещается к корпусной детал-и 16. При опускании оправки 5 конические заходные фаски центрирующих кулачков 9 входят в контакт с фаской посадочного отверстия корпусной детали 16 и с усилием воздействуют на нее. В результате этого корпусная деталь 16 вместе с платформой 6, расположенной на шаровых опорах 7, перемещается в горизонтальной плоскости до полного совмещения осей ее посадочного отверстия и оправки 5, после чего производится сборка соединения. При частичном вводе охватываемой детали 17 в носадочное отверстие
корпусной детали 16 происходит утапливание центрирующих кулачков 9, т. е. возврат их в исходное (сведенное положение). При опускании оправки 5 штифт 15 упирается своим нижним концом в торец корпусной детали 16 и приподнимает подпружиненный рычаг 14, освобождая от стопорения рукоятку 13, которая под воздействием пружины кручения 12 с одновременным утапливанием центрирующих
кулачков 9 возвращается в исходное положение. После окончания сборки оправка 5 с помощью силового цилиндра 3 занимает верхнее исходное положение, и цикл повторяется.
Формула изобретения
Устройство для сборки деталей типа валвтулка, содержащее смонтированные на станине стол для установки одной из деталей, силовой цилиндр со што,ком, закрепленную на штоке прессующую оправку и механизм центрирования, выполненный в виде закрепленных на оправке приводных кулачков, отличающееся тем, что, с целью улучшения качества
сборки и повышения производительности, механизм центрирования снабжен платформой, установленной на столе с возможностью перемещения в горизонтальной плоскости, а кулачки закреплены в оправке с возможностью
поворота в плоскости, перпендикулярной к оси оправки, и снабжены фиксатором, выполненным в виде закрепленного на оправке поворотного рычага, связанного с приводом кулачков и подпружиненного к оправке штифта,
взаимодействующего одним конном с рычагом, а другим - с торцом охватываемой детали.
Фг/г 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Оправка для запрессовки | 1988 |
|
SU1551510A1 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ И СБОРНЫЙ ТОЛКАТЕЛЬ | 2010 |
|
RU2524476C2 |
| Стенд для сборки прессовых соедине-Ний дЕТАлЕй | 1979 |
|
SU846219A1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Стенд для сборки деталей запрессовкой | 1988 |
|
SU1509214A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
| Устройство для сборки запрессовкой | 1984 |
|
SU1181845A1 |
.
.7
