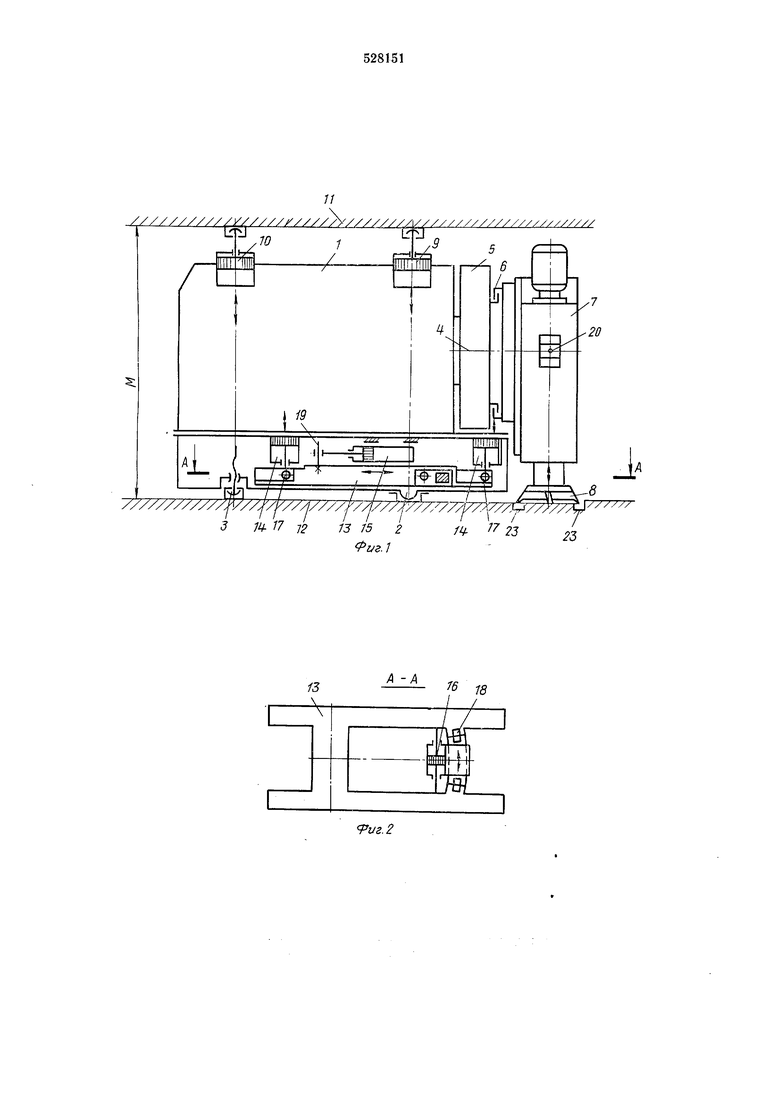
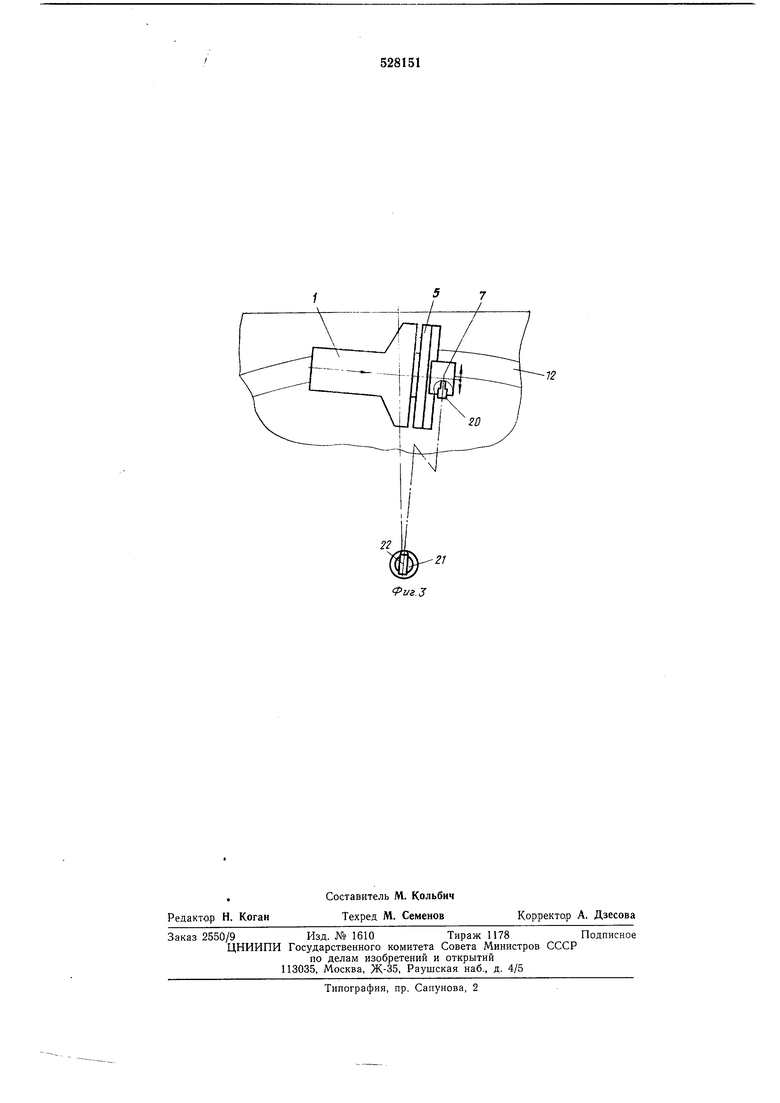
Перед началом работы устройство устанавливают на обрабатываемую поверхность, а стол 21 с коллиматором 22 - в удалении от него так, что ось вращения стола перпендикулярна к требуемому -положению обработанной поверхности. Устройство закрепляют с помощью гидроцилиндров 10.
Путем вращения траверсы 5 вокруг оси 4, наблюдая через коллиматор за положением марки 20 при движении головки 7 по направляющим 6 траверсы 5, устанавливают траверсу в положение, при котором направляющие 6 параллельны плоскости, описываемой оптической осью коллиматора при его вращении со столом. Устанавливают фрезу 8 на требуемую глубину резания и, включив станок, срезают припуск с обрабатываемой поверхности. Далее станину 1 раскрепляют (штоки цилиндров 9 опускаются вниз), включают гидроцилиндры 14, которые опускают вниз до упора в обрабатываемую поверхность детали 12 транспортную направляющую 13 « при дальнейшем движении приподнимают устройст1ВО вверх, выводя опорные элементы 2 и 3 из контакта с поверхностью 12. В этом положеНИИ устройство взвещено на роликах 17 и 18, опирающихся на направляющую 13, находящуюся в контакте с поверхностью 12. Затем включают гидроцилиндр 15 и перемещают устройство на роликах 17 вперед на требуемый шаг; включают цилиндр 16 и перемещают устройство по транспортной направляющей на роликах 18 вокруг оси 19 в поперечном направлении на величину кривизны обрабатываемой поверхности в плаие. После этого с помощью гидроцилиндров 14, 15 и 16 транспортную направляющую 13 возвращают в исходное положение, а устройство закрепляют гидроцилиндрами 10. Затем цикл резания повторяется.
В течение работы пока опорные элементы 2, 3 контактируют с необработанной поверхностью перед началом резания производят
дополнительную корректировку положения режущего инструмента путем поворота траверсы 5 и изменения высоты опоры 3, пользуясь показаниями, отсчитанными по -коллиматору 22. В дальнейшем, после выхода опор на обработанную поверхность, такая корректировка производится по необходимости один раз через несколько шагов для компенсации накопленных погрешностей.
После окончания обработки поверхности 12 по всему кругу головку 7 поворачивают на 180° так, что фреза устанавливается режущими зубьями вверх, и производят обработку поверхности 11 на поворотной платформе экскаватора.
Процесс резания с помощью предложенного устройства может быть наиболее эффективно осуществлен, если на обрабатываемой детали образованы канавки 23 с расстояниями между соседними, равными шагу перемещения устройства, и диаметр фрезы также равен шагу перемещения устройства.
Формула изобретения
Накладной фрезерный станок для обработки, например, круговых направляющих платформ и рам крупных экскаваторов, включающий связанную со станиной траверсу, несущую фрезерную головку, отличающийс я тем, что, с целью упрощения конструкции и условий эксплуатации, станок снабжен установленными на станине с возможностью поворота регулируемыми по высоте опорными элементами с гидроцилипдрами прижима, размещенными в верхней части станины на одной оси с соответствующими опорными элементами, и расположенной под станиной с возможностью перемещения транспортной направляющей с гидроцилиндрами подъема, продольных и поперечных перемещений, причем траверса установлена с возможностью поворота вокруг оси, параллельной обрабатываемой поверхности.
7
2J

| название | год | авторы | номер документа |
|---|---|---|---|
| Накладной фрезерный станок | 1978 |
|
SU697263A2 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1990 |
|
RU2078652C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Станок для зачистки сварных швов угловых соединений | 1979 |
|
SU889299A1 |
| Станок для корректирования масс коленчатых валов | 1990 |
|
SU1757786A1 |
| Зубофрезерный станок | 1979 |
|
SU961875A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |