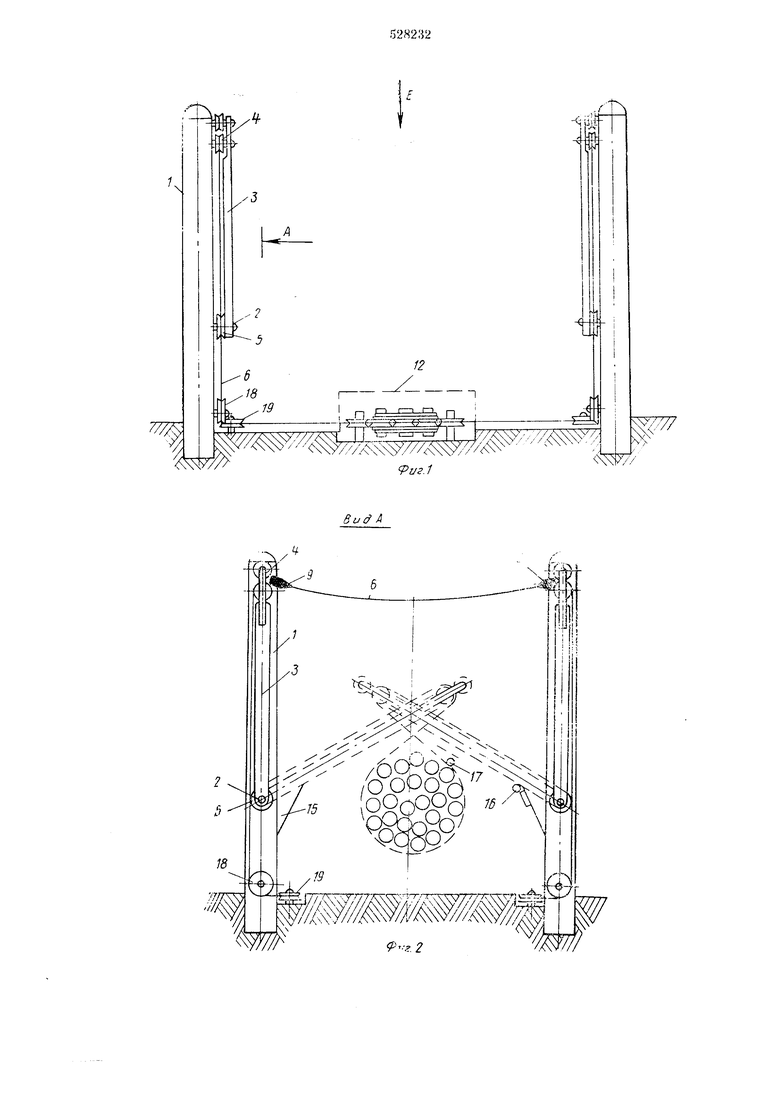
смонтированных на колоннах. Конечный выключатель 16 смонтирован на одном из кронштейнов, а конечный выключатель 17 - на одном из рычагов, прилегающем к этому кронштейну. Конечные выключатели управляют работой силовых приводов. Для запаса гибкого элемента служат промежуточные блоки 18 и 19.
В исходном положении рычаги 3 расположены в вертикальной плоскости, а участки 7 и 8 гибкого элемента 6, обхватывающего блоки 4 рычагов, занимают верхнее горизонтальное положение.
При подаче труб или проката горизонтальные участки гибкого элемента опускаются, увлекая за собой рычаги, которые, скрещиваясь, становятся на кронщтей«ы 15, нажимая на конечный вьгключатель 16 и приводя в действие силовые привода 14 механизмов 12. Гибкий элемент поднимает , обжимая ее. Этот процесс продолжается до тех пор, пока пачка не нажмет на конечный выключатель 17, который выключает действие приводов. Пачка, обжатая гибким элементом, остаиавливается на нулшом уровне.
После обвязки и за.стропов-ки пачки ее поднимают краном. В тот момент, когда пачка освобождает конечный выключатель 17, включаются силовые привода 14 механизмов 12, которые начинают выбирать гибкий элемент. Ограничительные втулки 9, закрепленные на гибком элементе, заходят между блоками 4 и рычаги поднимаются в вертикальное положение, после чего выключаются силовые привода. Устройство занимает исходное положение.
Таким образом, предложенное устройство, выполненное с вертикальными рычагами, каждый из которых установлен щарнирно на собственной оси с возможностью встречного
вращения во взаимно параллельных плоскостях, а также с гибким элементом, выполненным с возможностью регулирования по длине, обеспечивает постоянное положение верхнего уровня формируемой пачки проката независимо от диаметра пачки. Это в свою очередь создает возможность повышения производительности и авто.матизации процесса формирования, обвязки и отрезки пачек проката.
Формула изобретения
Устройство для группирования стержнеобразных изделий, содержащее две пары поворотных в вертикальной .плоскости рычагов, гибкий элемент с механизмом изменения его длины, отличающееся тем, что, с целью повышения производительности труда, все рычаги связаны между собой гибким элементом, на рабочих участках которого смонтированы ограничительные втулки для поворота рычагов, а нерабочие участки связаны с механизмом изменения его длины, при этом последний выполнен в виде блока полиспастов
с приводом.
Источник информации, принятый во внимание при экспертизе
35 1. Патент Англии № 1358472, М. Кл. В 65В 13/20, 1974 г. (прототип).
.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Устройство для формирования и прессования пачек из листового материала | 1987 |
|
SU1500597A1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| Устройство для обвязки мотков проволоки или пачек прутков | 1982 |
|
SU1077205A1 |
| Устройство для формирования пачек длинномерного проката | 1989 |
|
SU1662909A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Машина для обработки ценных бумаг | 1975 |
|
SU740165A3 |
| Автомат для формирования пачек из листового материла | 1985 |
|
SU1301729A1 |
| Устройство для сваривания концов обвязочной проволоки | 1983 |
|
SU1127811A1 |

П.
1ЛК
.
12
EL
х
Y/7
fpLfS.I
