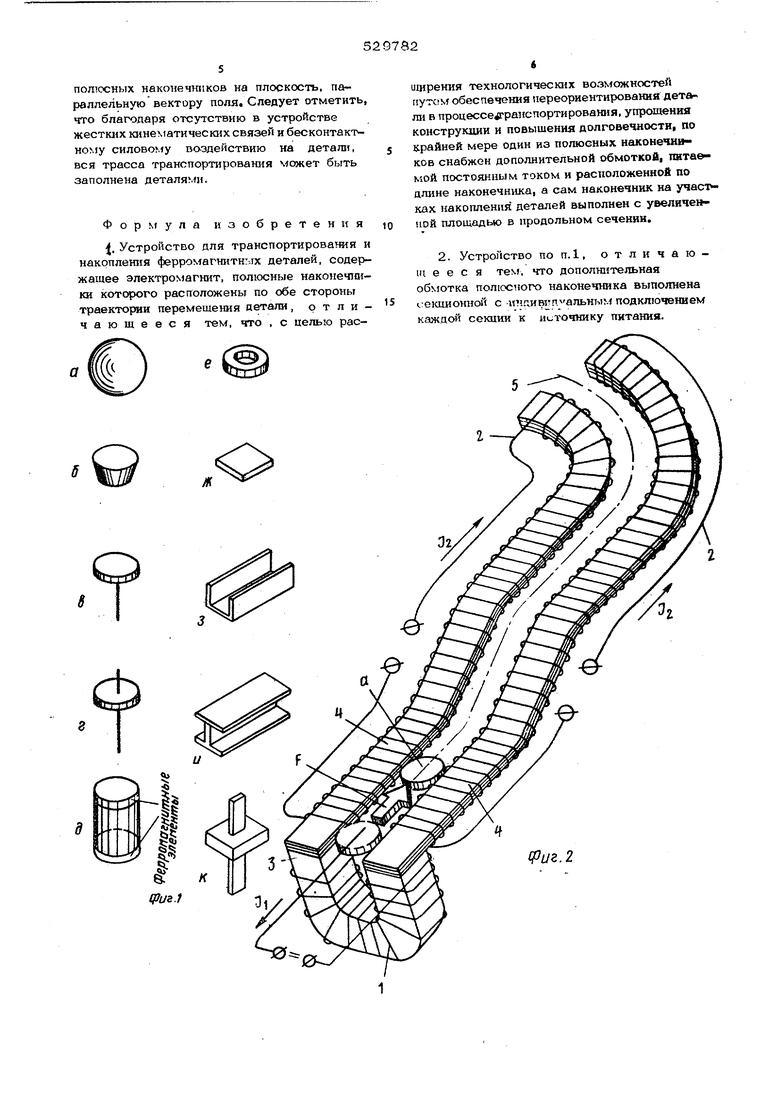
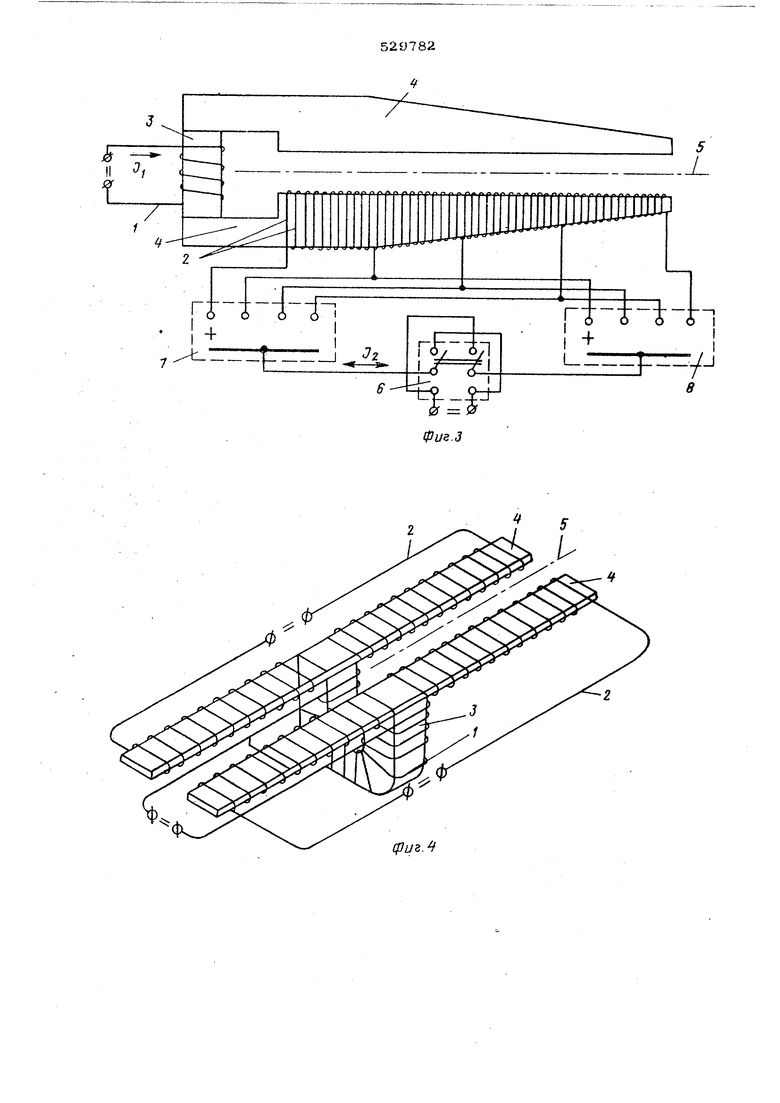
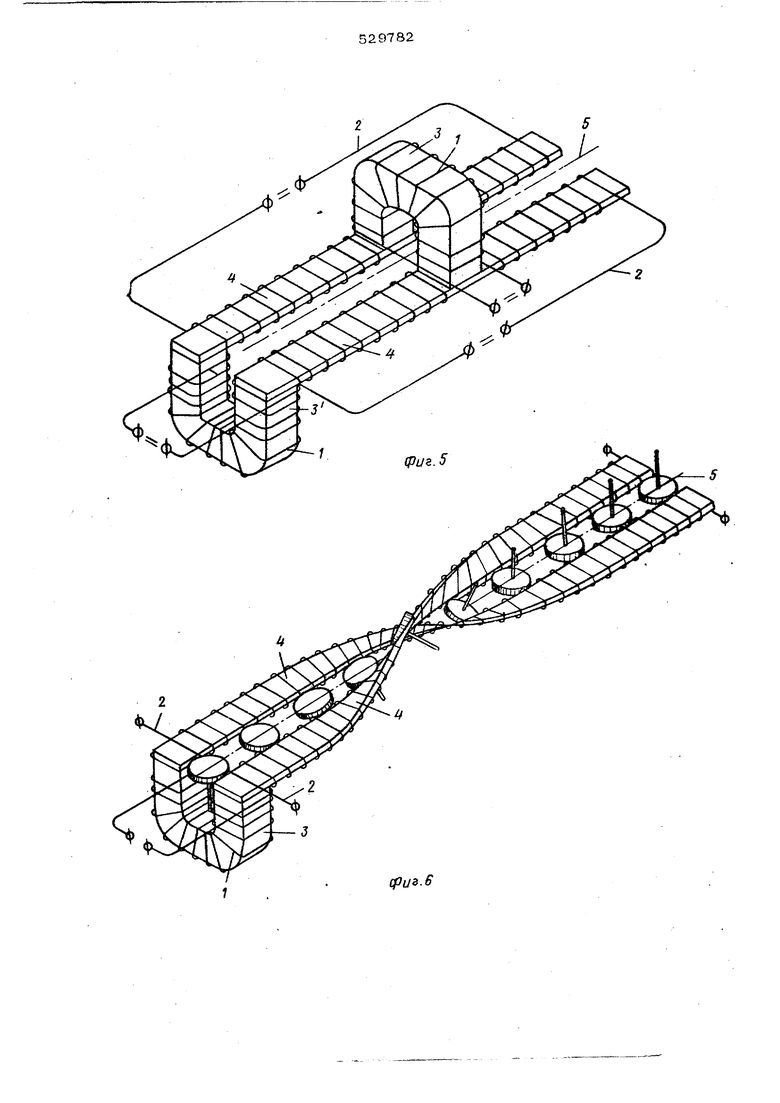
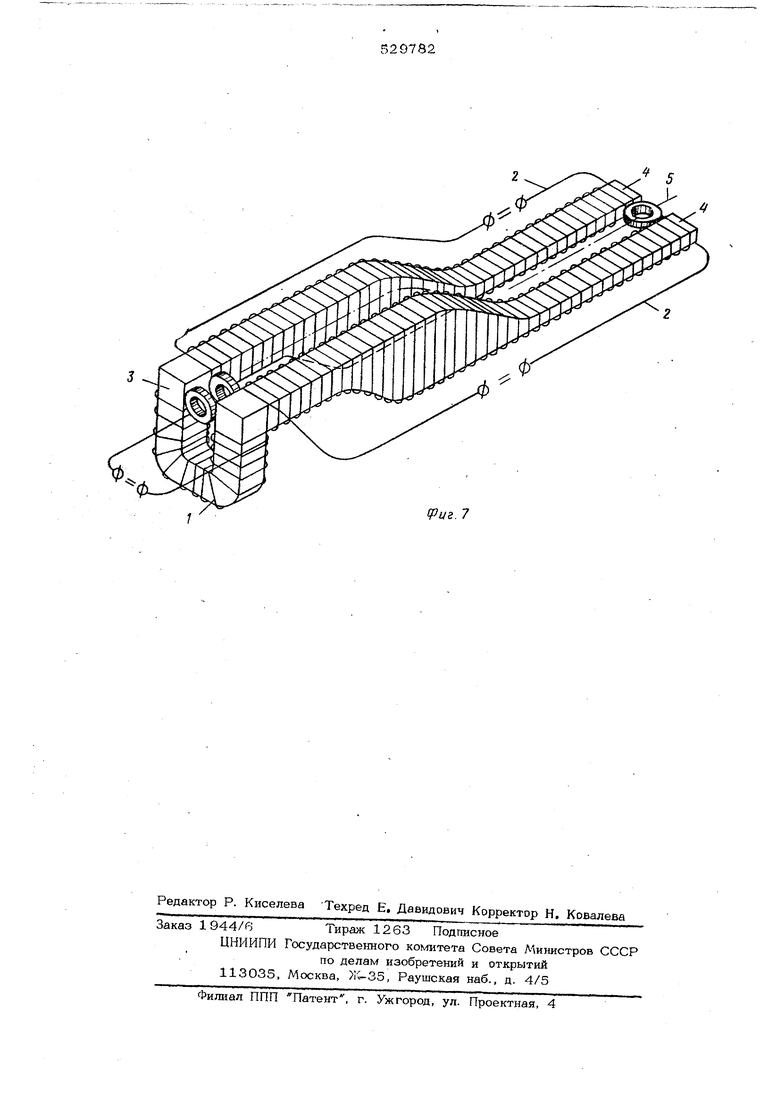
входят ферромапштные пластикчастые элем ты, шайбы (е), пластинки (ж), профилнрова HF.ie детали (з-к) и т.п. Все эти детали имеют плоскость с наиболее выраженной ма 1штиой прошгааемостью. Для шара она про... ходит по его диаметральной плоскости, для деталей в, г по пластинчатому элементу и т.д. С учетом этой выраженной ферромагни ной плоскости ориентируются и транспортируются представленные детали. Пpeдлaгae oe устройство состоит из основной намагничиваю .цей обк)отки 1, допошитеяьных обмоток 2ff магнитопровода 3 и полюсных наконечников 4. Межполюс- ное пространство выбирается с учетом свободного прохоясдешш тpaнcпopтиpye oй детали, а также с учетом того, что обращеш1ые друг к аругу поверхности пол:осных наконечштков закрыты защитным кожухом из кехгагнитного материала (на ф 1Гурах условно не показан). Конфигурация полюсных наконечников соответствует тpeбye oй траектории 5, по которой долхсны транспортироваться детали. Перемещение детали обеспечиваются поа возде 1ствие.) силы F, создаваемой в резул тате воздействия неоднородного магтштоста тического поля на ферромапщтную деталь. .-Направление силового воздействия на транспортируемую деталь определяется направление.г гра.аиента неоднородного поля, которое зависит от напраэле101я тока в основной и догюл5штельн 11х намагш Ч1шаемы .обмотках 1 и 2. При выборе направле1шя постоянного тока 0 3 j, согласно фиг.2 К1щукция VfarnnTHOixD ПОЛЯ в пространстве между полюсными наконечниками 4 возрастает вдоль траектории 5 по мере удалени от MarraiTOпровода 3. В результате детали перемещаются в указанном направлении. При необходимости изменить направлегаг движения транспортируемой детали на противоположное следует изменить направле1ш тока в допол1штельных обмотках. При ;неизменном направлешш тока 3л в основной обмотке 1 изменение направле1ШЯ тока 2, в допошштельных обмотках приводит к перераспределению магаитного. поля, а имешю оно возрастает в направлении к магнитопроводу 3, В результате изм няется направление силы Г и самы. направление транспортирования детали. Для достижеття необходимого распределеш1Я мапштного поля в межполюсном про странстве достаточно установить дополнительную обмотку 2 на одном лишь полюсliOM наконеч1шке .4. выполнить допоапштельную обмотк многосекциониой (фиг. 3), то тогда можно nepeivjeiuaTb и останавливать транспортпруе мые детали на различных участках траектории. Подключают дополнительную обмотку nocpeacTBONf переключателя 6, при этом возможно изменеш1е направления тока питания в дополнительной обмотке и тем самым реверсирование движения транспортируемой детали. Посредством переключателей 7,8 обеспечивается включение и отключение отдельных секций дополнительной обмотки 2, Количество подключенных секций определяется требовани ми к остановкам транспортируехгой детали на том или ином участке траектории. Основная нa faгничивaю цaя o6NfOTKa 1 с магнитопроводом 3 может иметь различное расположение (фиг.2 и 4). При необходимости транспортирования деталей на растояния, превышающие 5ОО мм, МОЖНО вдоль траектории ав1скения располагать несколько магнитопроводов 3 с обмоткакга 1 (фиг.5). Различные варианты устройства позволяют не только производить перемещение по сравнительно сложной траектории, но и переориентацию деталей в процессе их перемещения. Можно полюсные наконечт ки 4 профилировать.вдоль траектор1ш 5 таким образом, чтобы изменить направлетше ориентации деталей при транспортировке, например, на 180° (). Величина угла переориентации детали быть различной. Профиль продольного сечения полюсного наконечника выбирается исходя из размерасечения транспортирземых деталей. Огш могут быть выполнены пластинчатыми (фиг. 2-7), обеспечивая при этом транспортирование практически всей разновидности деталей (фиг.1). Однако в том случае, если необходимо, чтобы ориентированное положение деталей было бы не в плоскости движения, а поперек их движе шю, то площадь обращенных друг к другу пол осных наконечников выбирается в соответствии с наиболее выраженным признаком детали, характеризующим, например, ее ферромагнитные свойства (диаметром диска (в, г), щайбы (е) и т.д.). Вт,гполнением части полюсных наконечников с тзеличенной площадью продольного сечения (фиг.7) достигается возможtrocTb в этой части транспортера накапливать детали с последующей их выдачей. Pa3Nfepbi площадей наконечников в зонах накопления деталей в устройстве определяются в соответствии с размерами площадей проекции заданного количества с учетом зазора между деталями. Ориентированное положение деталей )ia различнмх участках межполюс юго устройства определяется выбором площади проекции
полтосных наконечтшков на плоскость, параллельную вектору поля. Следует отметить, что благодаря отсутствию в устройстве жестких кинематических связей и бесконтакт ному силоволу во-здействию на детали, вся трасса транспортирования может быть заполнена деталями.
изобретения
{. Устройство для транспортирования и накопления феррок1агнитных деталей, содержащее электромагнит, полюсные наконечники которого расположены по обе стороны траектории перемещения детали , отличающееся тем, что , с целью расширения технологических возможностей Г1утс М обеспечения переориентирования детали в процессе гранспортирования, упрощения конструкции и повышения долговечности, по крайней мере один из полюсных наконечников снабжен дополнительной обмоткой, питаемой постоянным током и расположенной по длине наконечника, а сам наконечник на учас ках накопления деталей выполнен с увеличе пой площадью в продольном сечении.
2. Устройство по п. 1, отличающееся тем, что дополнительная обмотка полюсного наконечника выполнена (.:е1щионной с мппивгплальным подключением каждой секции к источнику питания.
1риг.2 0 : W

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1983 |
|
SU1103990A1 |
| Устройство для транспортирования и накопления ферромагнитных деталей | 1986 |
|
SU1313630A1 |
| Способ набора стопы ферромагнитных деталей | 1974 |
|
SU507429A1 |
| Устройство для транспортирования ферромагнитных тел | 1988 |
|
SU1779660A1 |
| Способ магнитно-абразивной обработки | 1979 |
|
SU895627A1 |
| Устройство спирального намагничивания для магнитопорошкового контроля | 1989 |
|
SU1728777A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Способ транспортирования ферромагнитных материалов | 1979 |
|
SU876548A1 |
| УСТРОЙСТВО для МАГНИТНОЙ ОРИЕНТАЦИИ И | 1973 |
|
SU398382A1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
(риг. 5
lfU3.ff
(Puz.7
