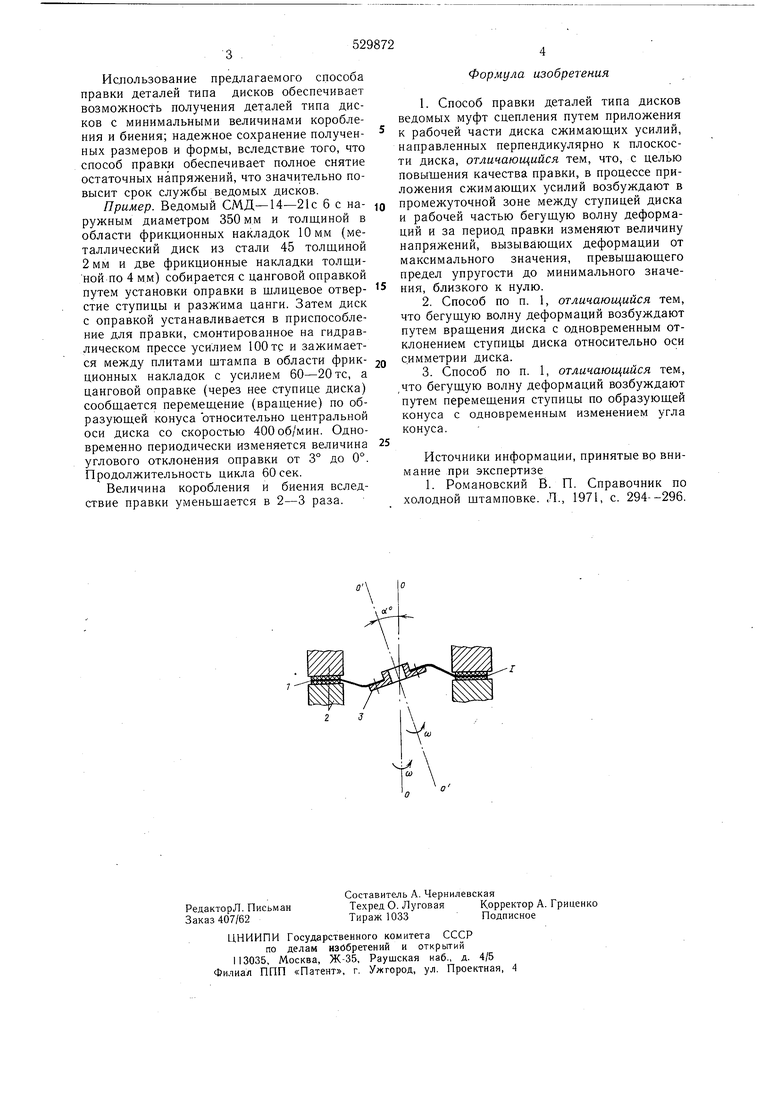
Ислользование предлагаемого способа правки деталей типа дисков обеспечивает возможность получения деталей типа дисков с минимальными величинами коробления и биения; надежное сохранение полученных размеров и формы, вследствие того, что способ правки обеспечивает полное снятие остаточных напряжений, что значительно повысит срок службы ведомых дисков. Пример. Ведомый СМД-14-21с 6 с наружным диаметром 350 м.м и толш,иной в области фрикционных накладок 10мм (металлический диск из стали 45 толщиной 2 мм и две фрикционные накладки толщиной по 4 мм) собирается с цанговой оправкой путем установки оправки в шлицевое отверстие ступицы и разжима цанги. Затем диск с оправкой устанавливается в приспособление для правки, смонтированное на гидравлическом прессе усилием 100 тс и зажимается между плитами штампа в области фрикционных накладок с усилием 60-20 тс, а цанговой оправке (через нее ступице диска) сообщается перемещение (вращение) по образующей конуса относительно центральной оси диска со скоростью 400 об/мин. Одновременно периодически изменяется величина углового отклонения оправки от 3° до 0°. Продолжительность цикла 60 сек. Величина коробления и биения вследствие правки уменьщается в 2-3 раза. Формула изобретения . Способ правки деталей типа дисков ведомых муфт сцепления путем приложения к рабочей части диска сжимающих усилий, направленных перпендикулярно к плоскости диска, отличающийся тем, что, с целью повыщения качества правки, в процессе приложения сжимающих усилий возбуждают в промежуточной зоне между ступицей диска и рабочей частью бегущую волну деформаций и за период правки изменяют величину напряжений, вызывающих деформации от максимального значения, превыщающего предел упругости до минимального значения, близкого к нулю. 2.Способ по п. 1, отличающийся тем, что бегущую волну деформаций возбуждают путем вращения диска с одновременным отклонением ступицы диска относительно оси симметрии диска. 3.Способ по п. 1, отличающийся тем, что бегущую волну деформаций возбуждают путем перемещения ступицы по образующей конуса с одновременным изменением угла конуса. Источники информации, принятые во внимание при экспертизе 1. Романовский В. П. Справочник по холодной щтамповке. Л., 1971, с. 294--296.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки деталей типа дисков | 1984 |
|
SU1215790A1 |
| Способ плавки кольцевых дисков | 1991 |
|
SU1792763A1 |
| Устройство для ротационной правки деталей типа дисков | 1987 |
|
SU1447473A1 |
| Установка для правки деталей типа дисков | 1978 |
|
SU721158A1 |
| Устройство для правки деталей типа дисков | 1977 |
|
SU660750A1 |
| Способ настройки предохранительных фрикционных муфт на номинальный крутящий момент | 1982 |
|
SU1083003A1 |
| Способ правки кольцевых дисков | 2021 |
|
RU2790993C1 |
| Устройство для правки деталей типа дисков | 1980 |
|
SU867452A1 |
| Устройство для ротационной правки деталей типа дисков | 1988 |
|
SU1669611A1 |
| СПОСОБ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2011 |
|
RU2474482C1 |
