(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ
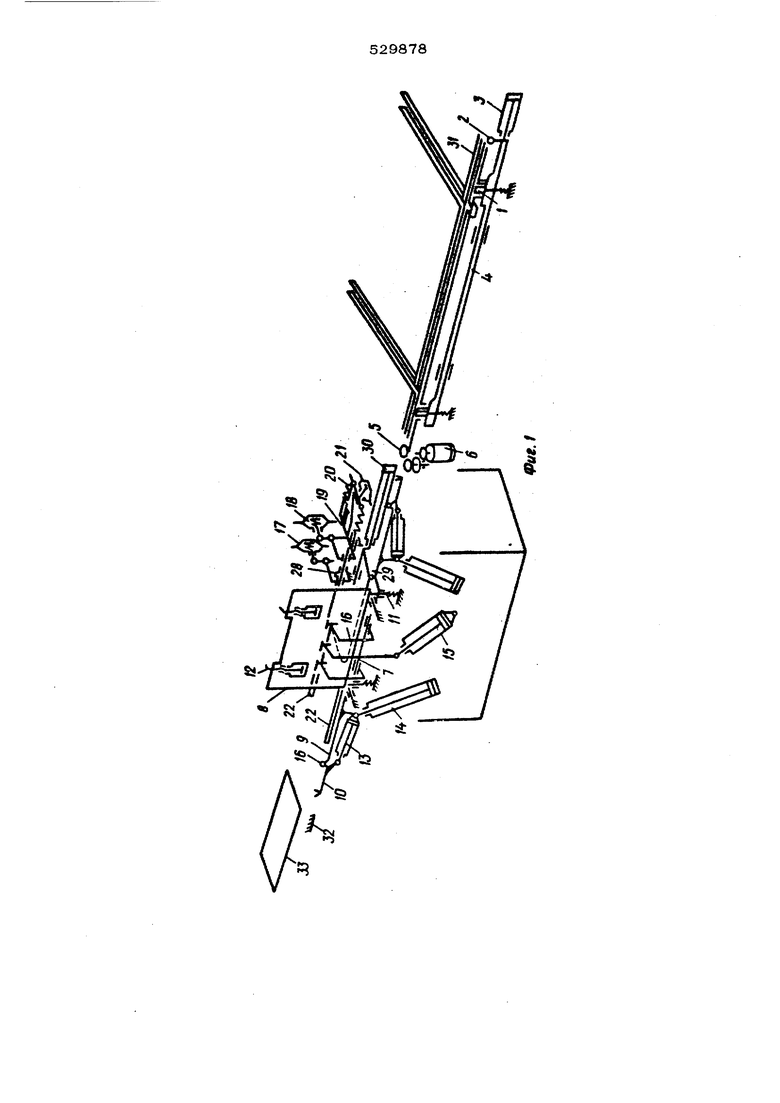
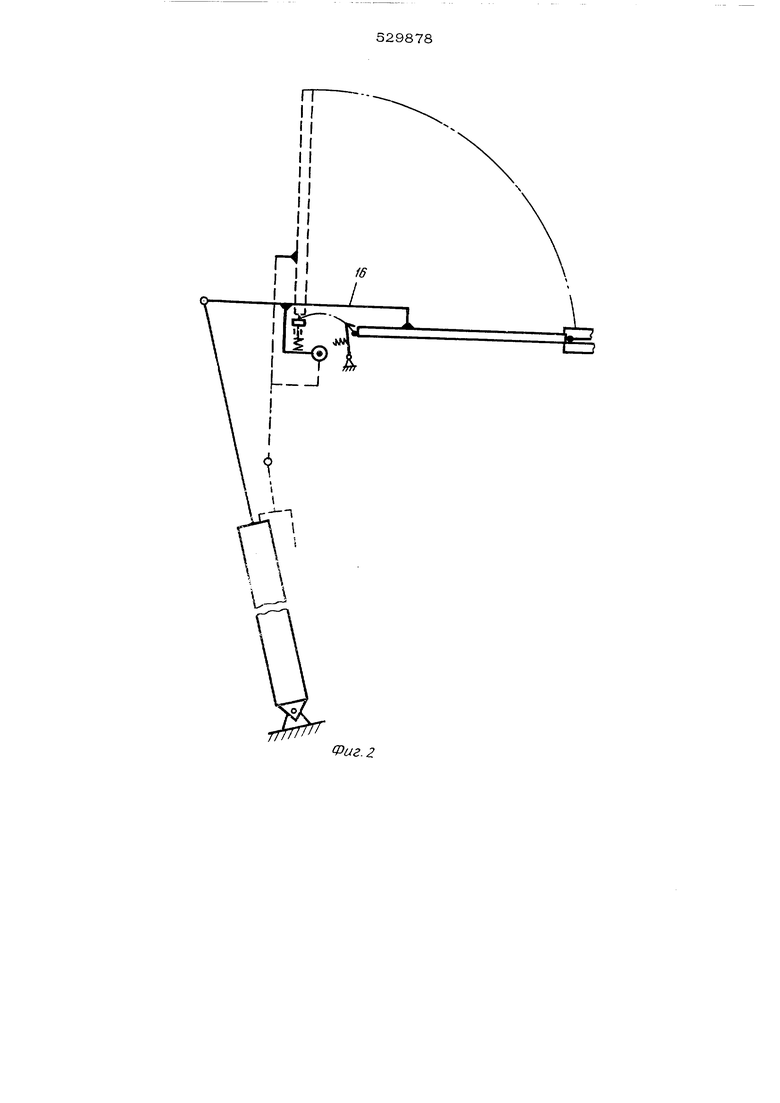
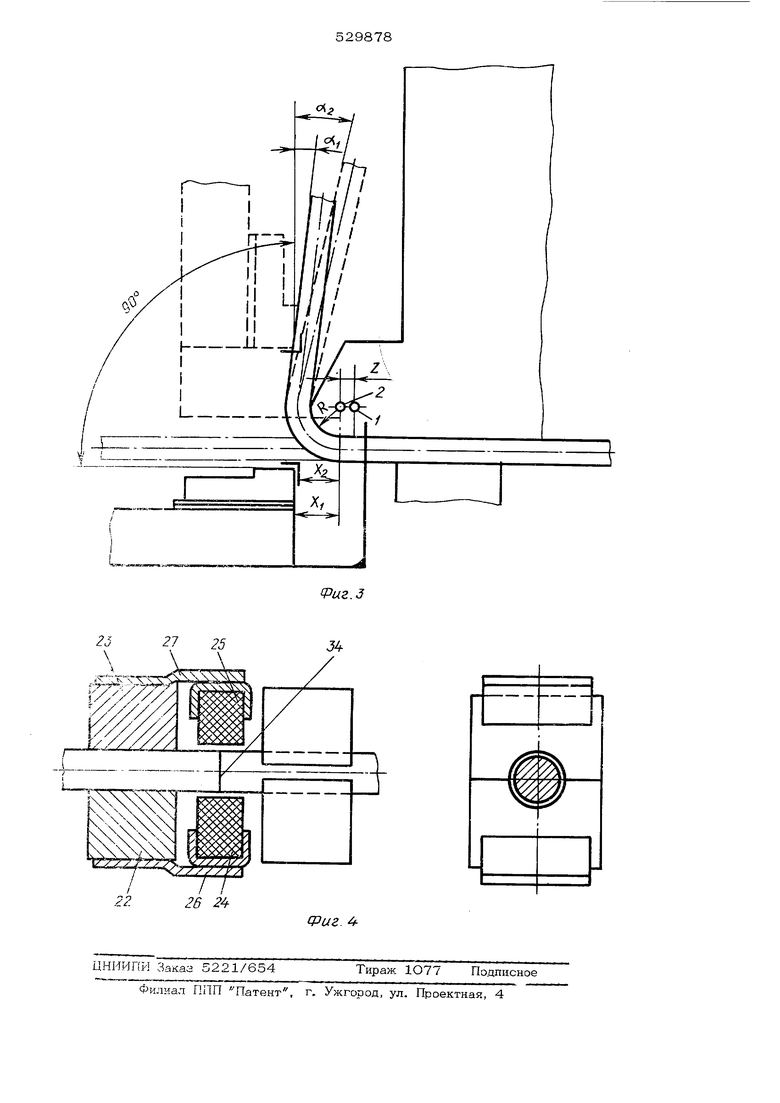
РАМОК Гибочный механизм включает в себя опрокидывающийся на оси 7 шаблон 8, гибочKi e крылья 9 и 1О и прижимы 11. На шаб; е смонтированы прихваты 12 для зажима а нем КО1ЩОВ согнутой рамки. Поворот ги-i Зочных крыльев и опрокидывание шаблона осуществляется цилиндрами 13, 14 и 15, Ломаный рачаг 16 при опрокидывании шабло на не пересекает.зоны затрузки заготовки. Оси поворота гибочных крьшьев и оси радиуса огибаемого угла шаблона смещены для получения перегиба, учитывающего упругг- деформацию заготовки при постояшюм к : ороте гибочных крыльев на 90°, что обусловливается требованием второго -опре- деленного положения шарнира при гнбке лря моуго;}ьной рамки. При этом становится возможным всегда. обеспечить зазор, который позволяет свободFO проходить заготовке на, позицию гибки. Сварочный трансформатор и электричеокая аппаратура сварочного устройства смон- хированы в станине автомата. Верхняя часть сварочного устройства ючает в себя неподвижный и подвижный ,„;.имьг 17, 18 заготовки. Подвижный за- жим скользит по направляющим 19. Осадка при сварке осуществляется при помощи прУ- жил 2О, а взвод прыткий - пневмокамерой 2 На губках 22 и 23 неподвижного зажи- ма крепится устройство для формовки грата, cociosuiioe из сменных вкладьшгей 24 и 25, виполненных из жаропрочиого токонепровол щего материала, укрепленных в державках 16 и 27. Механизм сталкивания рамки состоит из направляющих для рймки 28, полз5Т1а 29 с захватывающими собачками и пневмоцилинд ра ЗО. Цикл работы автомата в автоматическом режиме начинается с подачи заг отовки 131 из загрузочного устройства толкателем 2 и поворота шаблона 8 цилигщром 15 в горизонтальное положение. Заготовку на позицию гибки до упора 32 досылагс т ролики 5„ При нажатии заготовкой на утюр 32 срабатывает конечный выключатель, который дает комаН|С ду на включение обратного хода, штока пнев- )цилиндра 3 на лодъем шаблона цилиндром 3 ), Шаблон, заняв вертикальное положение, 3 жимает заготовку на прижимах 11 и дает к (анду на работу пары цилиндров 14. Про- к водится загибка сторон рамки 33„ В верти- к. льном положении гибочные крылья дают команду на включение пары цилиндров 13„ Производится загибка концов заготовки крг гльями 1О. В конечном положении под- крмлков подается команда па ключение нрих 1,чтов. Производится зажимка концов рам:, li на 1,|.аблоне и подача кома1щы на возврат гибочных крыльев и Ю в исходное положение. В исходном положении гибочАые крылья .подают команду на поворот шаблона. Шаблон уносит рамку на позицию сварки. В начале движения шаблона подается команда. на подачу следующей заготовки. После того как шаблон займет горизонтальное положение (концы согнутой рамки легли на нижние губки зажимов 17 и 18 сварочного уст ройства) подается команда на включение зажимов 17 и 18. Происходит зажим концов рамки в губках сварочного устройства, а место 34 дстьша концов заготовки охваты-г вается выемками сменных вкладьпяей 24 и 25 и подается -команда на освобождение концов проволоки в прихватах 12, после чего подается команда на подъем шаблона. i Шаблон поднимается, а рамка остается в зажимах сварочного устройства. Во время подъема шаблона подается команда на включение механизма осадки сварочного устройства, а, придя в вертикальное Положение, шаблон нажимает, на шток конеч-J ного выключателя включения сварочного тока,Происходит сварка концов рамки встык. При достижении установленной /величины осадки отключается сварочный ток и происходит разжим губок сварочного устройства, а затем включается механизм удаления рамки -КЗ зоны сварки. Команда на начало последующего /цикла, т. е. на рабочий ход пневмоцилиндра 3, подается в момент начала поворота шаблона в горизонтальное положение в предыдущем цикле. Формулаизобре тения 1.Автомат для изготовления проволочных рамок, включающий в себя гибочное устройство ; с гибочным шаблоном, сварочное устройство, механизм сталкивания рамки и загрузочное устройство, отличающийся тем, что, с целью ориентированной передачи согнутей рамки с позиции гибки в зажимы сварочного устройства, зажима прутка на позиции гибки и совмещения операций в цикле, гибочный шаблон выполнен поворотным вокруг оси подачи проволоки. 2.Автомат по п. 1, о т л. и ч а ю щ и йс я тем, что , с целью предупреждения образования грата в процессе сварки, на губках неподвижного зажима сварочноср устройства установлены обжимные колодки из токонелроводяшего (жаропрочного материала.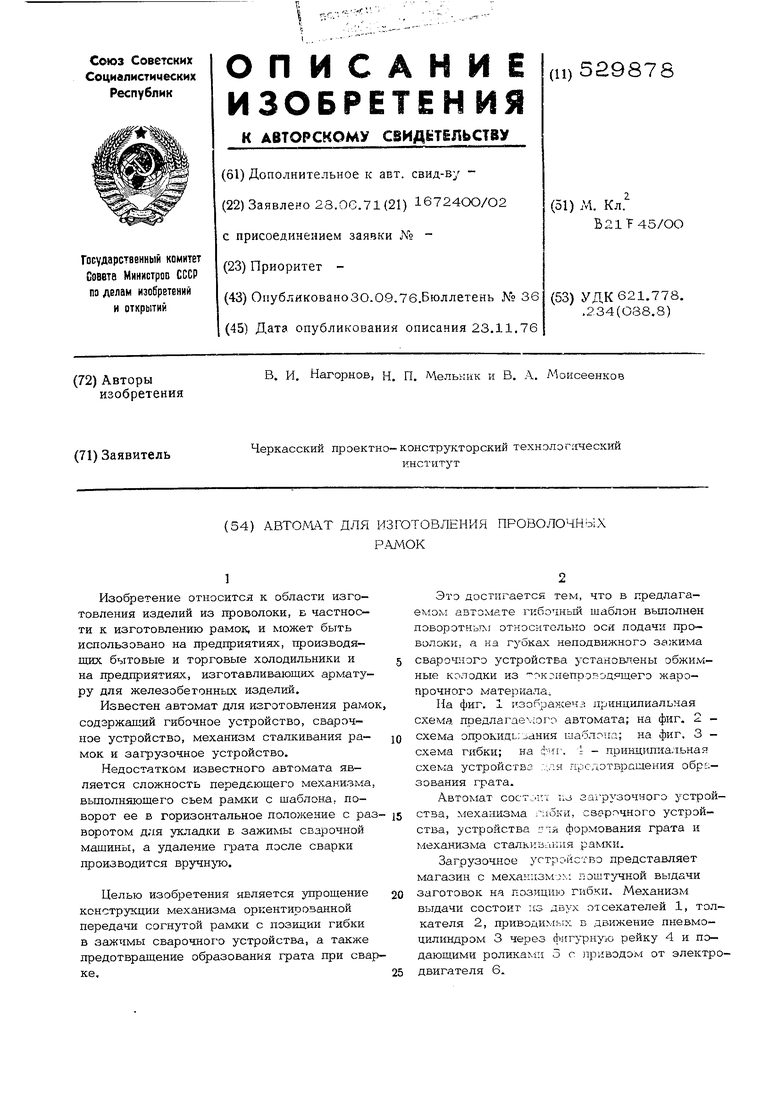
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |