Изобретение относится к газовой резке металлов и предназначено для резки профильного проката в различных отраслях промышленности.
Целью изобретения является повышение качества резки путем снижения вибраций резака и улучшение условий эксплуатации путем механизации процесса настройки промежуточных копиров в процессе резки.
На фиг.1 ц зображено устройство, вид спереди; на фиг.2 - копиры и редуктор, вид сзади; на фиг.З - вид А на фиг.2; на фиг.4 - сечение Б-Б на фиг.1.
На основании 1 закреплены направляющие 2, привод 3, боковые копиры 4 и 5, промежуточные копиры 6 и 7 с механизмом 8 синхронного изменения угла их наклона.
По направляющим 2 с помощью привода 3 и винтовой передачи 9 1еремешает- ся каретка 10.
Вдоль направляющих 2 на основании 1 расположены датчики 11, которые взаимодействуют с флажком 12 каретки 10.
На каретке 10 смонтирована с возможностью перемещения по колонкам 13 от электропривода (не показан) через винтовую передачу 14 каретка 15. На каретке 15 расположен редуктор 16, на входном валу 17 которого жестко закреплена вилка 18, а на выходном валу 19 - резак 20.
Вилка 18 снабжена Г-образным рычагом 21 с .механизмом 22 его самоустапо- ва. На рычаге 21 выполнен хвостовик 23. На вилке 18 смонтированы копирные ролики 24--27. Число роликов может быть любым в зависимости от назначения устройства.
Верхние ролики 24 и 25 расположены в одной плоскости и взаимодействуют соответственно с копирами 4 и 5 при резке нолок двутавра.
Нижпие ролики 26 и 27 расположены в рази)1х плоскостях и взаимодействуют соответственно с копирами 7 и 6 при резке полок м углов соединения полок со стенкой.
Механизм 22 самоустанова рычага 21 вы- nojiiieii в Bii;,e упора 28, закрепленног О на каретке 15, и двух рычагов 29 и 30, соединенных между собой пружиной 31 и установленных с возможностью взаимодействия с упором 28 и хвостовиком 23 рычага 21. Жесткость пружины 31 выбирают с учетом упругости и веса рукавов 32 подвода газов к резаку 20.
На колонке 13 размещен флажок 33, «заимодействуюн1ий с датчиком 34 ноложе- ння к.аретки 15 поперечного хода. На редукторе 16 размещен датчик 35 положения каретки 15 в момент подог)ева края полки заготовки. Срабатывание датчика 35 может осуществляться любым известным способом, например, от взаимодействия с флажком, установленным на подпружиненном двунле- чем рычаге (не показан), который взаимодействует с краем полки заготовки.
5
Промежуточные копиры 6 и 7 установлены на кронщтейнах 36 основания I и имеют продольные пазы 37.
Механизм 8 синхронного изменения угла наклона промежуточных копиров 6 и 7 смонтирован на основании 1 и выполнен в виде кронштейна 38 с направляющим пазом 39 для перемещения салазок 40 с помощью винта 41, установленного в корпусе 42 и зафиксированного в нем от осевого смеще- ния стопорной планкой 43. На салазках 40 на оси 44 смонтирована втулка 45, njapHnp- «о соединяющая между собой промежуточные копиры 6 и 7.
Устройство снабжено системами автома- g тического зажигания и автоматической подачи газов (не показаны).
Устройство работает следующим образом. В исходном положении каретка 10 находится в крайнем правом положении (фиг.1),
0 каретка 15 - в верхней части, флажок 12 взаимодействует с правым крайним датчиком 11, а флажок 33 - с верхним датчиком 34. Вилка 18 свои.м верхним роликом 24 (фиг.2) взаимодействует с верти- кальнь м копиром 4 и повернута на некоторый угол вместе со своим рычагом 21. Р ычаг 30 взаимодействует с упором 28, а рычаг 29 с хвостовиком 23 рычага 21. Пружина 31 дополнительно растянута, т. е. ролик 24 поджат к копиру 4 с некоторым
Q усилием, которое обеспечивает мягкий плотный контакт между роликом и копиром. 20 занимает при этом горизонтальное положение.
Заготовку (профильный прокат) каким- либо устройством подают в зону резки, ориен5 тируют относительно оси симметрии устройства и зажимают.
На пульте управления включают кнопку «Автоматическая работа. Каретка 15 движется вниз и останавливается по команде от датчика 35. В этот момент ось резака 20
0 совпадает с краем полки заготовки. Автоматически производится подача с.меси газов и ее зажигание, осуществ.ляется прогрев края полки заготовки, после чего включается подача режущего кислорода и подача каретки 15 вниз, при этом осущс:ствляется резка
нолки. По окончании резки полки по команде от нижнего датчика 34 отк:ночается подача кислорода н включается подача каретки 15 вверх до срабатывания верхнего датчика 34, в резул1 тате чего
Q каретка 15 останавливается и включается подача каретки 10 влево до срабатывания правого пром:ежуточного датчика 11. При перемещ,еиии каретки 10 в. копирный ролик 24 О1ХОДИТ от копира 4, и рычаг 29 под действием пружины 31 поворачивается
5 совместно с рычагом 21, поворачивая при этом и вилку 18 с резаком 20 в вертикальное положение. В этом положении под действием пружины 3 рычаги 29 и 30 прижа
ты к неподвижному упору 28 и, взаимодействуя с хвостовиком 23 рычага 21, надежно удерживают вилку 18 и резак 20 в вертикальном положении.
Каретка 10 останавливается от промежуточного датчика 11, и включается подача каретки 15 вниз до срабатывания среднего датчика 34. Каретка 15 останавливается. В этот момент копирный ролик 27, взаимодействуя со средним копиром б, поворачивает вилку 18 и резак 20 занимает положение для прогрева стенки заготовки. Поворот вилки 18 вызывает поворот рычагов 21 и 30. Последний вызывает дополнительное растяжение пружины 31, что обеспечивает мягкий плотный контакт ролика 27 с копиром 6.
В случае несовпадения оси резака с краем стенки заготовки (точка а на фиг.2), что может случиться при смене типоразмера профиля, изменении мощности факела пламени и т. д., осуществляют регулировку положения резака.
Регулировку резака осуществляют в процессе прогрева стенки, не прерывая цикла резки заготовки. Для этого вращают винт 41 механизма 8 синхронного изменения угла наклона промежуточн ых копиров. При вращении винта 41 перемещаются салазки 40 с осью 44 и втулкой 45, которая взаимодействует с поверхностью пазов 37 копиров 6 и 7, последние синхронно поворачиваются, угол наклона копиров 6 и 7 изменяется.
Промежуточные копиры 6 и 7 при из- менении своего угла наклона взаимодействуют с роликом 26 или 27 и разворачивают вилку 18, а следовательно, и резак до совпадения ejo оси (факела) с краем стенки заготовки.
По окончании прогрева стенки включается режущий кислород и подача каретки 10 влево, осуществляется резка стенки заготовки. При движении каретки 10 копирный ролик 27 постепенно отходит от копира 6, т. е. происходит плавный поворот вилки 18 и резака 20 в вертикальное положение.
При полном освобождении ролика 27 от копира 6 вилка ЛЗ и резак 20 надежно удерживаются в вертикальном положении, а при подходе ко второй стороне угла пересечения полки и стенки изделия постепенно занимают положение, изображенное на фиг.2. При этом ролик 26 взаимодействует с копиром 7.
По окончании резки стенки каретка 10 останавливается от левого промежуточного
датчика 11, выключается режущий кислород и происходит подача каретки 15 вверх до срабатывания верхнего датчика 34. Затем включается подача каретки 10 к копиру 5 до срабатывания крайнего левого датчика 11. Каретка 10 останавливается. В этот момент копирный ролик 25 взаимодействует с копиром 5. Рычаг 21 поворачивается, поворачивая вилку 18, а следовательно, и резак 20. Резак 20 занимает горизонтальное положение. При повороте рычага 21 через хвостовик 23 происходит поворот рычага 30. который вызывает дополнительное растяжение пружины 31, т. е. ролик 25 прижимается к копиру 5 с некоторым усилием, обеспечивающим надежный контакт между роликом и копиром.
Далее включается подача каретки 15 вниз до срабатывания датчика 35, при этом ось резака 20 совмещается с краем полки заготовки. После прогрева и подачи режущего кислорода включается подача каретки 15 вниз и осуществляется резка полки заготовки.
По окончании резки полки по команде от нижнего датчика 34 прекращается подача газов и каретки 10 и 15 возвращаются в исходное положение.
Изобретение позволяет повысить качество резки путем снижения вибраций резака, улучшить условия эксплуатации путем механизации вспомогательных операций по настройке, а также достичь экономии энергоресурсов за счет опти.мизации режимов резки.
Формула изобретения
1. Устройство для резки профильного проката, содержащее основание с боковыми и промежуточными копирами, кареткой продольного хода с размещенной на ней кареткой поперечного хода с резаком и вилкой с копирными роликами и датчики положения кареток, отличающееся тем, что, с целью повыщения качества резки путем снижения вибраций резака в процессе резки, вилка копирных роликов снабжена рычагом и механизмом его самоустановки.
2.Устройство по п. 1, отличающееся тем, что, с целью улучшения условий эксплуатации путем механизации процесса настройки промежуточных копиров при резке, последние установлены на основании щарнирно и снабжены механизмом синхронного изменения угла их наклона.
28
8идА
фиг.2
Б-6
4/
Фие. 3
Составитель Е. Крюкова
Редактор А. ДолиничТехред И. ВересКорректор А. Зимокосов
Зака: 811/10Тираж 976Подписное
ВНИИПИ Государственного ко.митега С(ХР по делам изобретении и открытий
113035, Л1осква, Ж-35, Раушская наб., д. 4/5 Производственно-полнграфическое предприятие, i-. Ул:город, ул. Проектная, 4
Vuf. 4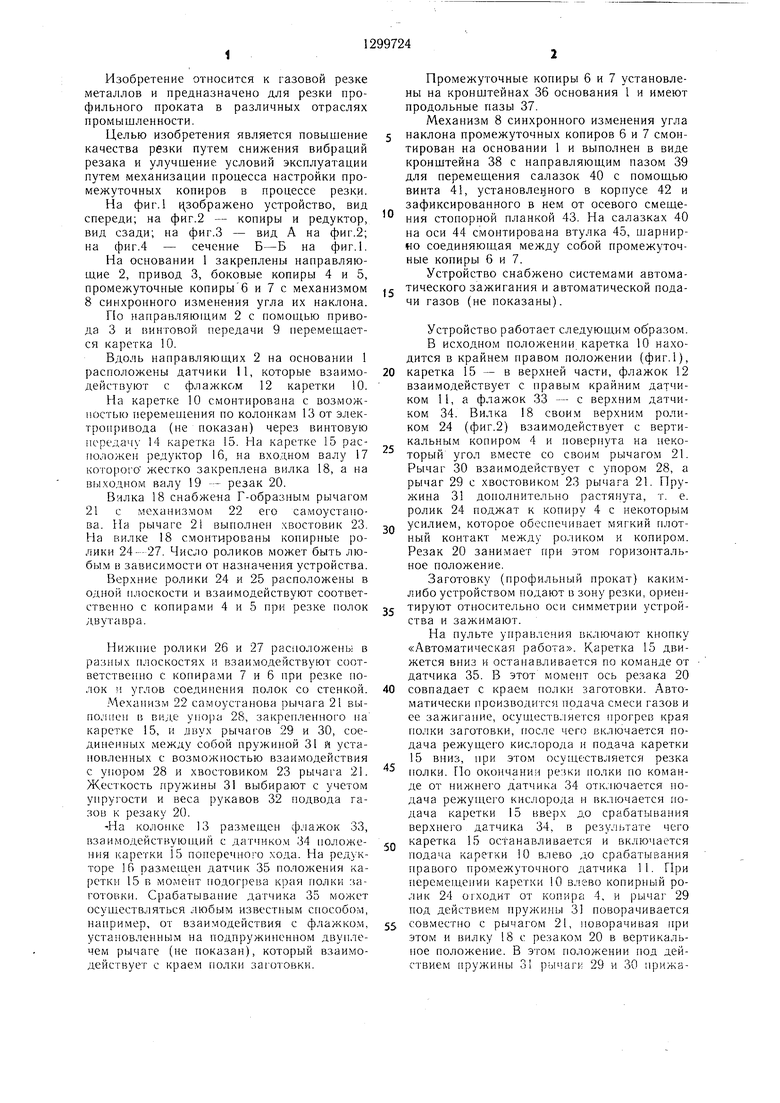

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |

Изобретение относится к газовой резке металлов и предназначено для резки профильного проката в различных отраслях промышленности. Целью изобретения является повышение качества резки. Для резки полок и стенки двутаврового профиля устройство снабжено вертикальными 4 и 5 и промежуточными 6 и 7 копирами (К) и вилкой с копирными роликами (КР). При взаимодействии одного из КР с соответствуюш,им ему К один из рычагов механизма самоустановки вилки взаимодействует с упором, а другой - с хвостовиком рычага вилки. Пружина при этом растянута. Это обеспечивает надежный контакт КР с К и устойчивое рабочее положение резака в процессе резки. В случае несовпадения оси резака с краем стенки заготовки осуш,ествляют регулировку резака. Для этого вращают винт механизм а 8 синхронного изменения угла наклона промежуточных К. При этом перемешаются салазки с осью и втулкой, которая размещена в пазах промежуточных К 6 и 7. Последние синхронно поворачиваются, изменяя угол наклона, взаимодействуют с роликами и разворачивают вилку, а следовательно, и резак до совпадения его оси (факела) с краем стенки заготовки. В результате снижаются вибрации резака и улучшаются условия эксплуатации, процесс настройки промежуточных К в процессе резки механизируется. I з.п.ф-лы. 4 ил. с сл кэ со со vj 1чЭ 42.
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
