1
Изобретение относится к газовой резке металлов и предназначено для обрезки торцов балок из профильного проката, например в вагоностроении.
В настоящее время в промышленности, в частности в вагоностроении, профильный прокат, как правило, режут ручными резаками или с использованием для горизонтальной резки механизированных приводных резаков, однако вертикальную резку в этом случае производят так же вручную.
Известны устройства для кислородной резки балок (машины New Cosmo Cut японской фирмы Cluyoda Seiki, 1971 г.). Машина представляет собой тележку продольного хода, на которой смонтирована каретка поперечного хода с резаком, причем головка резака устанавливается в требуемое рабочее положение (параллельно обрабатываемой поверхности вручную).
Такие машины не обеспечивают разрез профильного проката в автоматическом режиме.
Целью изобретения является автоматизация установки резака в рабочее положение.
С этой целью на основании закреплены копиры, а на каретке поперечного хода установлен повышаюш,ий редуктор, на входном валу которого смонтирована вилка с четырьмя копирными роликами, попарно размещенными на разных расстояниях от оси вала и взаимодеиствующими с упомянутыми копирами, при этом резак закреплен на выходном валу редуктора.
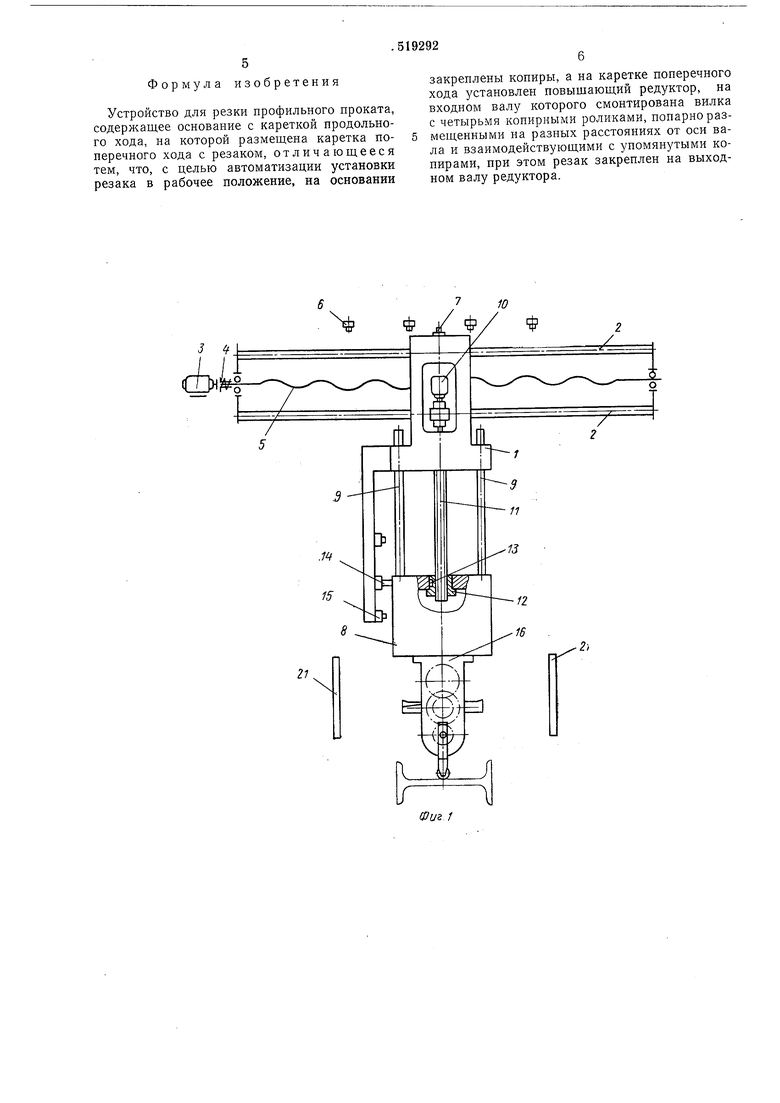
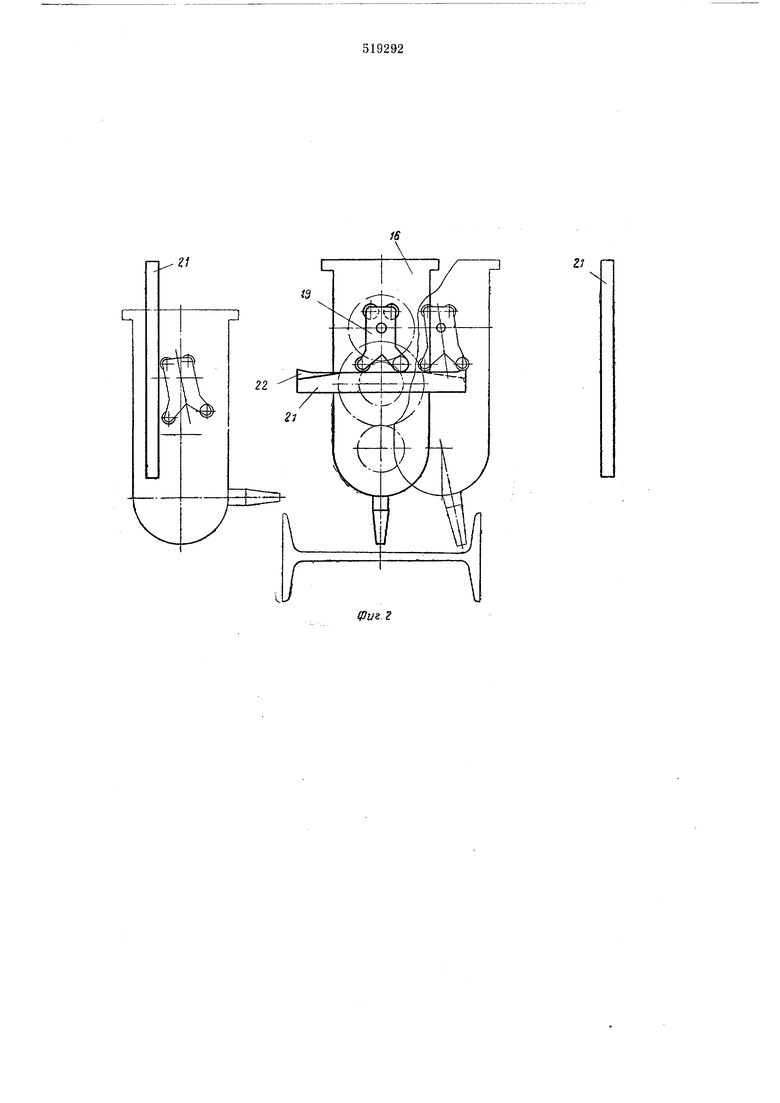
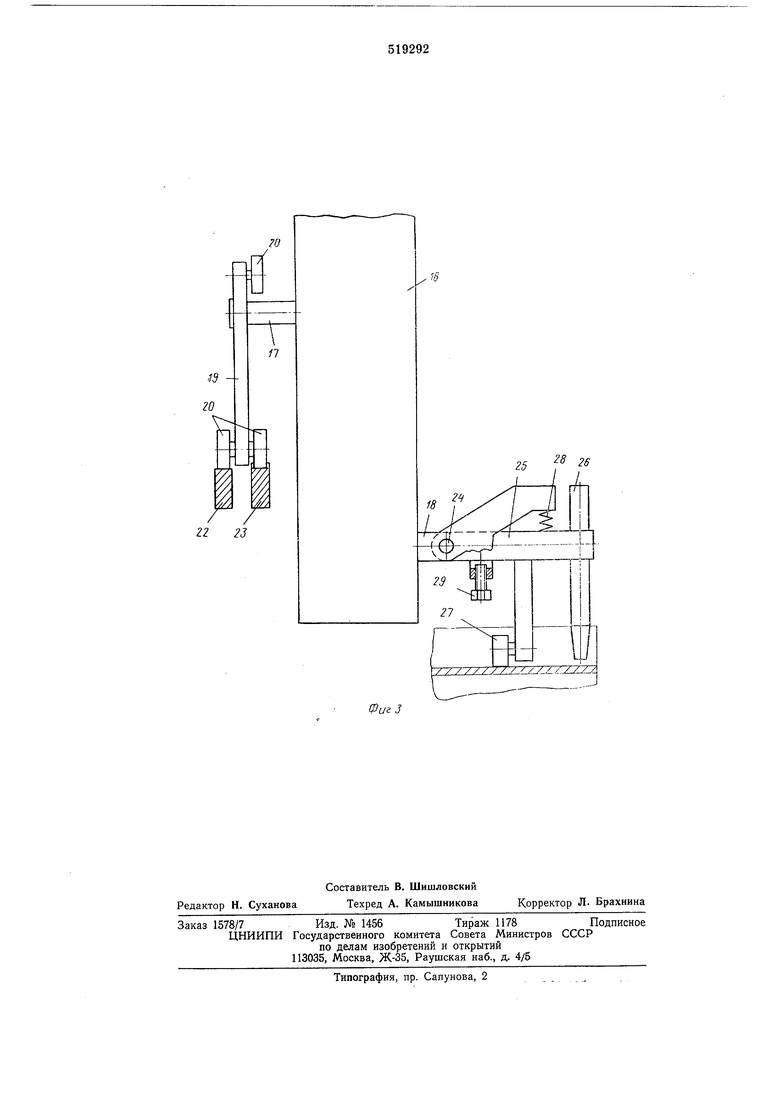
На фиг. 1 показано устройство, вид спереди; на фиг. 2 - копиры и редуктор, вид сзади; па фиг. 3 - копиры и редуктор с копириыми роликами и резаком, вид сбоку.
Устройство состоит из каретки 1 продольного хода, перемещающийся на колонках 2 от электродвигателя 3 через предохранительную муфту 4 и винтовую передачу 5. Вдоль колонок 2 расположены датчики 6, которые, взаимодействуя с флажком 7 каретки, дают команду на управление электродвигателем 3 привода каретки (фиг. 1).
На каретке 1 расположена каретка 8 поперечного хода, которая перемещается вдоль колонок 9 от электродвигателя 10 через винтовую передачу 11. Для предохранения от закаливания винтовой передачи гайка 12 со шпонкой 13 может перемещаться вдоль винтовой передачи 11. На каретке 8 имеется флажок 14, который взаимодействует с датчиками 15, установленными на каретке 1, и дает команду на управление электродвигателем 10.
На каретке поперечного хол& (фиг. 3) установлен редуктор 16, который имеет входной 7 и выходной 18 валы. На входном валу 17 закреплена вилка 19 с четырьмя копирными роликами 20. Расстояние между верхними роликами 20 меньше, чем расстояние между нижними роликами, за счет чего и производится разворот вилки 19 при взаимодействии с копирами 21. Нижние копирные ролики 20 развернуты в разные стороны и каждый из них взаимодействует со своим копиром 22 или 23. Копиры 22 и 23 представляют собой одинаковые нланки со скосами, развернутые на 180° (фиг. 2). Копиры 22, 23 и 21 закреплены неподвижно на основании устройства (не показано). На выходном валу 18 шарнирно через ось 24 закреплен держатель 25 резака 26. На держателе установлен ролик 27. Держатель под действием пружины 28 стремится прижаться к упорному винту 29. При подводе резака к обрезаемой заготовке ролик 27 будет прижиматься к плоскости заготовки и держатель 25 оторвется от упорного винта 29. В среднем положении редуктора 16 вилка 19 расположена симметрично редуктору и резак 26 расположен вертикально. В устройстве имеется отсекатель газа (не показан), который автоматически прекращает подачу газов к резаку при получении сигнала от какого-либо датчика. Устройство работает следуюо им образом. В исходном положении каретка 8 поперечного хода с редуктором 16 находится-в верхнем положении и вместе с кареткой 1 продольного хода в левой стороне (фиг. 2). Вилка 19 своими левыми верхним и нижним роликами 20 упирается в левый копир 21, который представляет собой гладкую планку. За счет разности расстояний от оси вращения валки 19ДО плоскостей качепия верхнего и нижнего роликов 20 при взаимодействии последних с копиром 21 произойдет разворот вилки 19 на некоторый угол. А так как вилка закреплена на валу 17 и через редуктор 16 связана с валом 18 и резаком 26, то последний также повернется па угол, который зависит от передаточного отношения редуктора 16. Например, при повороте вилки 19 на 15° резак 26 может повернуться на 90° при передаточном числе редуктора, равном 6. Заготовка из профильного проката подается в зону резки и здесь зажимается. Каретка 8 с пульта управления, расположенного на каретке 1 или 8, подводится на быстрой подаче вниз до совпадения оси резака 26 с нижним краем поверхности заготовки (двутавра). Затем включается подача газов и зажигается пламя. Последующая работа устройства осуществляется автоматически. После прогрева металла и начала резки через электрическую схему, например от реле времени, включается рабочая подача каретки 8 вверх. Каретка 8, как только окончится резка вертикальной полки, автоматически включается на быструю подачу вверх, а в верхней части включается быстрая подача вправо каретки 1, последняя перемещается и останавливается от сигнала датчика 6, который включает быструю подачу каретки 8 вниз до срабатывания датчика 15, от которого подает команда на остановку каретки 8. В этом положении каретка 8 занимает на левой стороне положение (фиг. 2), аналогичное показанному тонкими линиями в правой стороне. В этом положении левый нижний ролик 20 упирается в выступ копира 22 и вилка 19 повернется на некоторый угол, резак 26 также повернется и займет относительно двутавра положение, аналогичное показанному справа, т. е. режущая струя кислорода будет направлена в угол пересечения вертикальной и горизонтальной стенок, где имеется большое скопление металла. Нижний правый ролик 20 вилки 19 займет при повороте последнего нижнее положение во впадине копира 22. После некоторой выдержки в этом положении кйретка 1 на рабочей подаче начнет перемещаться вправо, причем правый нижний ролик будет упираться в скос копира 22, а левый нижний ролик будет сходить с выступа копира 23, т. е. будет производиться постепенный разворот резака 26 в вертикальное положение. При подходе к правой стороне двутавра резак займет положение, аналогичное описанному. В этом случае правый ролик 20 вилки 19будет находиться на выступе копира 22, а левый ролик блока расположится во впадине копира 23. После некоторой выдержки в этом положении каретка 8 на быстрой подаче поднимется в верхнее положение и вместе с кареткой 1 переместится вправо, а затем опустится. Причем в правом положении ролики 20вилки 19 прижмутся к правому копиру 21 и резак 26 повернется перпендикулярно к плоскости полки двутавра точно также, как и в описанном случае на левой стороне. Рабочая подача каретки 8 включается после совпадения оси резака 26 с верхней поверхностью полки двутавра и выдержки в этом положении для прогрева металла. После того как полка будет разрезана, от нижнего датчика 15 подается команда на отключение газов и возвращение на быстрой подаче каретки 8 с резаками в исходное положение. Таким образом, весь процесс резки двутавра производится автоматически. С целью компенсации неточности геометрической формы проката, а также размеров профиля проката держатель резака установлен щарнирно и под действием пружины 28 во время резки все время прижимает ролик 27 к лоскости обрезаемой заготовки, выдерживая остоянный зазор между резаком и заготовой. Для компенсации неточности срабатывания лектродвигателей кареток от сигналов датиков в устройстве имеются предохранительые устройства в виде предохранительной уфты 4 и плавающей в осевом направлении айки 12. При поджатии вилки 19 к любому з копиров 22, 23 и 21 или пробуксует предоранительная муфта 4, или сместится в осеом направлении гайка 12 в случае, если элекродвигатели 3 н Ю не успеют сработать.
Формула изобретения
Устройство для резки профильного проката, содержащее основание с кареткой продольного хода, на которой размещена каретка поперечного хода с резаком, отличающееся тем, что, с целью автоматизации установки резака в рабочее положение, на основании
закреплены копиры, а на каретке поперечного хода установлен повышающий редуктор, на входном валу которого смонтирована вилка с четырьмя копирными роликами, попарно размещенными на разных расстояниях от оси вала и взаимодействующими с упомянутыми копирами, при этом резак закреплен на выходном валу редуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |
Z
/7
Ш
/ / 22 23
28 26
24
18
