1
обретение, откосится к области csaji|ки, а именно к конструкции TpaTcuojiix jia преимущесугвешю для HOTOHJEOH iiiu.ini сборки:и сварки торцовых дверей rpyaoBi.tx ткхлувл-.iгонов.
Известен транспортер преимущественно для поточной линии сборки и 1 sjpii j: f ь дверей грузовых полувагоне ;, со.це жаи11 1; осиовшгие, на кагором смоят«1:)овань; апь- г -.- прапяющие с перемещаемыми ао г1р;;; о; ными TenexKaMHj с pacnono/KOJiHbi.Mii на ппит.формах тележек зажимными эли, .iir iMii тш :издепия, каждый из которь ; вьлюпнен в BSI де устаноБле1Н1Ого в lipoyiiiifne нм tivrauoчего рычага с приводо его ггоп зротл.
.Недостатком известного TpaiiCiiopTt pa ;явпяется то, что конструкция его достаточно сложна.
Целью изобретения является uojibuikaiiu.надежности закрепления издояия.
Указанная цель достигаете те.М; что на |пла1х|)Орме каждой тележки смонтирован параллельно оси рычага поворогньм ва: с жестко :закренле1шой на нем планкой; и/оршп чо соединенной через промежуточную тягу с од.ififfvf из плеч двуплечего , причем про- vjiim.i камаК р рычага подпружинена относи чеп;.|: ii.i/iглкюкл. 1ранч;(ортно1 телелчки, а ггриьил )HO}iC)T-iJ i iiT4nra смонтирован на ос- яоааьли с ,возмо 1-лостью качания в плоское- ТИ; параллельной плоскости поворота рычага.
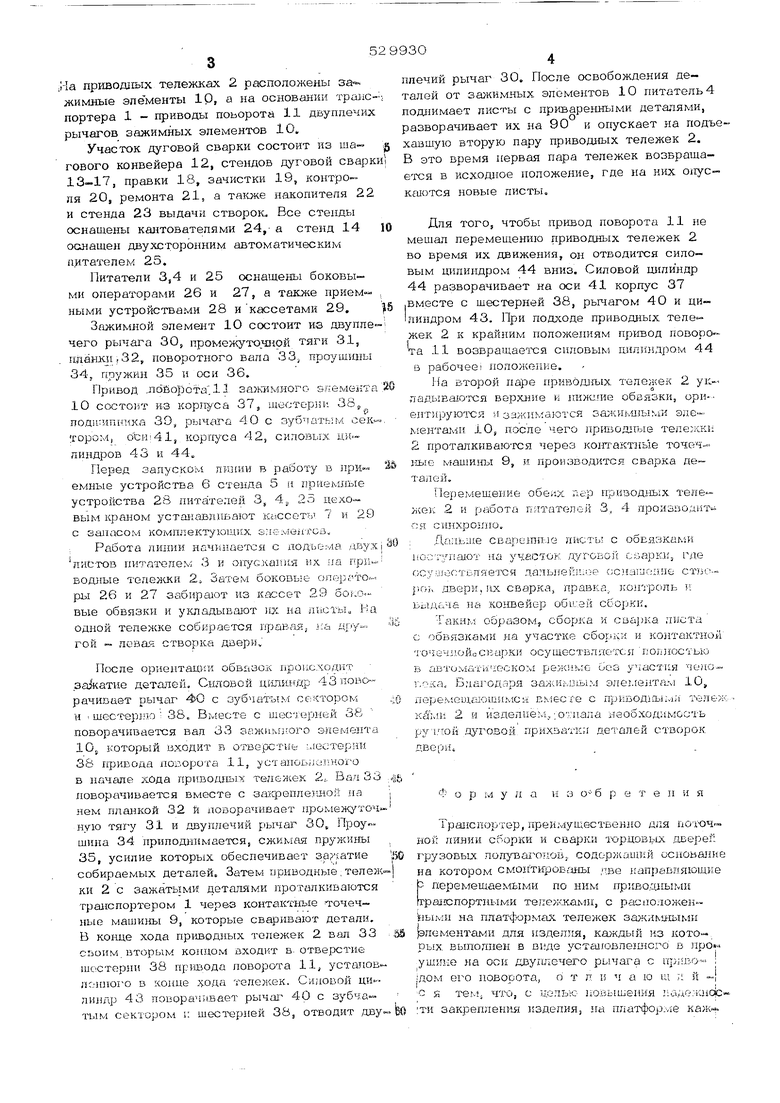
.ilLi . 1 ii.o6f), учиСх-ок сборки и
- о L.oji 1-.1К riJOi jOii.-iUij.; fii.ipiv.i, иид сооку; на
; риг. 2 - Tj :,.-:; i:-л (:nt Гху; jia фиг , 3 - v-Kicюк /iiifl лугч л1.й Ci-ijiKii, BiiA сбоку; на |фиг. -1 то же, вид сверху; нл ()иг, 5 - i раарой А--А на фиг, 1; нп фиг. 6 - зажим НОЙ н;:Рг jf.i} в :j Л-|:ii.iTOK( и открытом ПОЛОЖв-
.Ci.ix; ii.i 4fJ. привод поворота двупле-
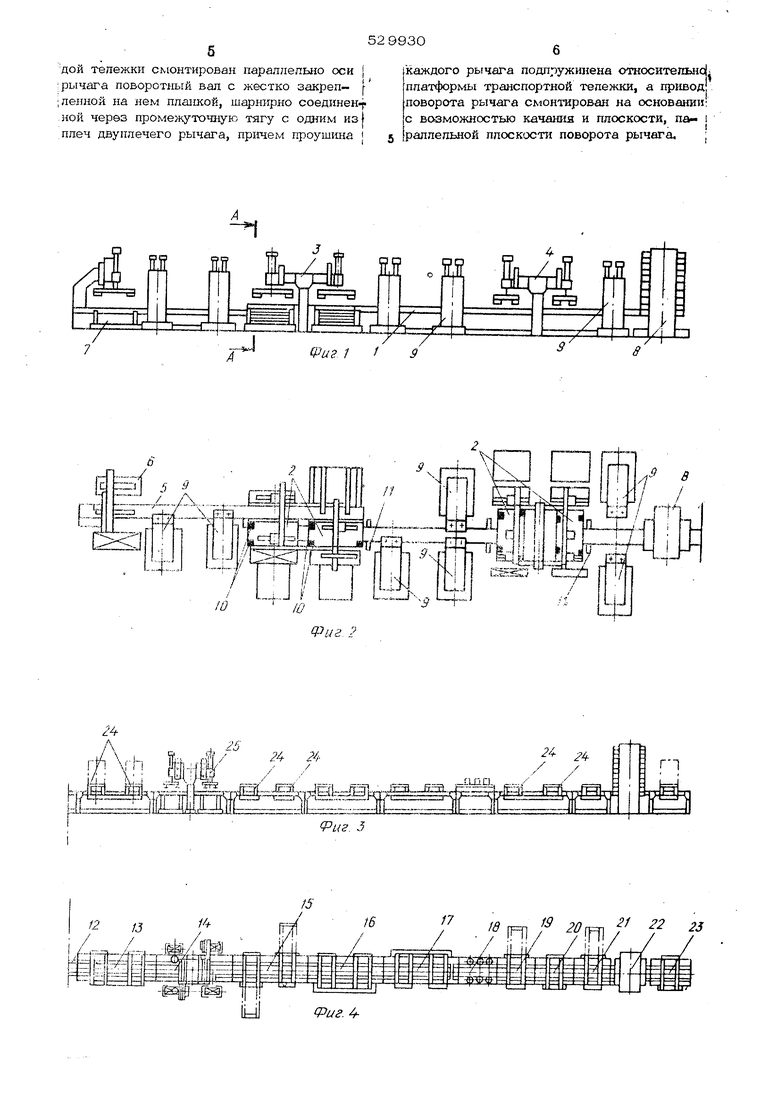
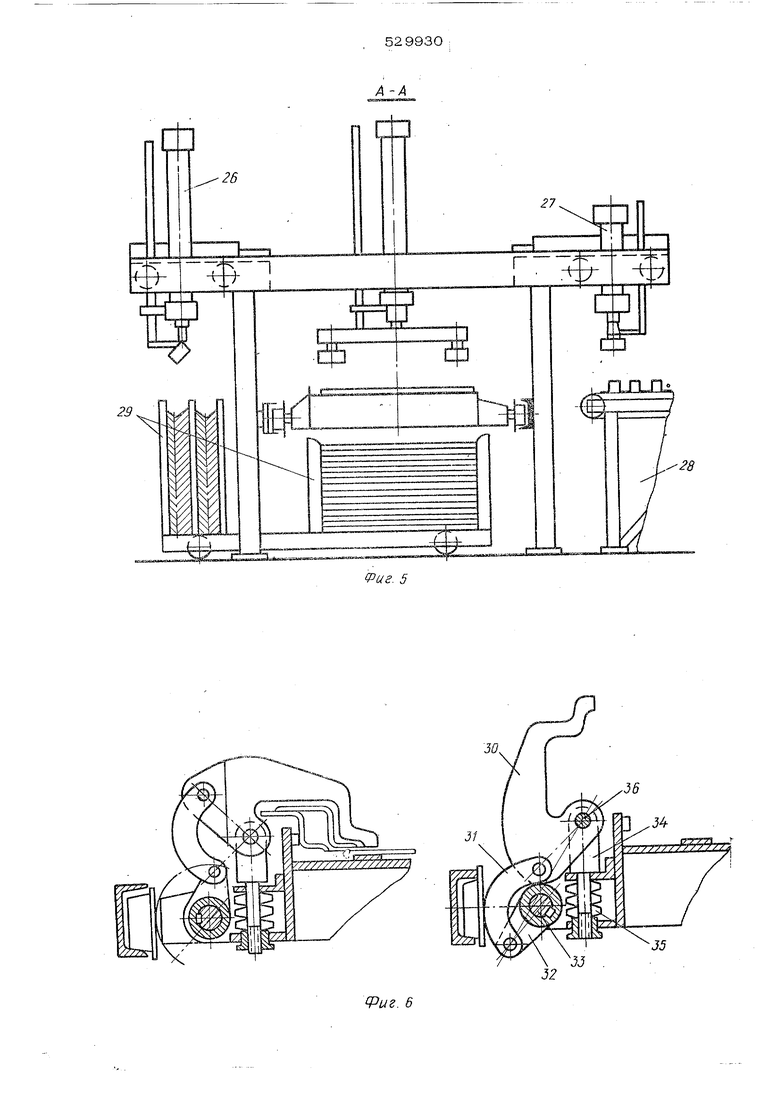
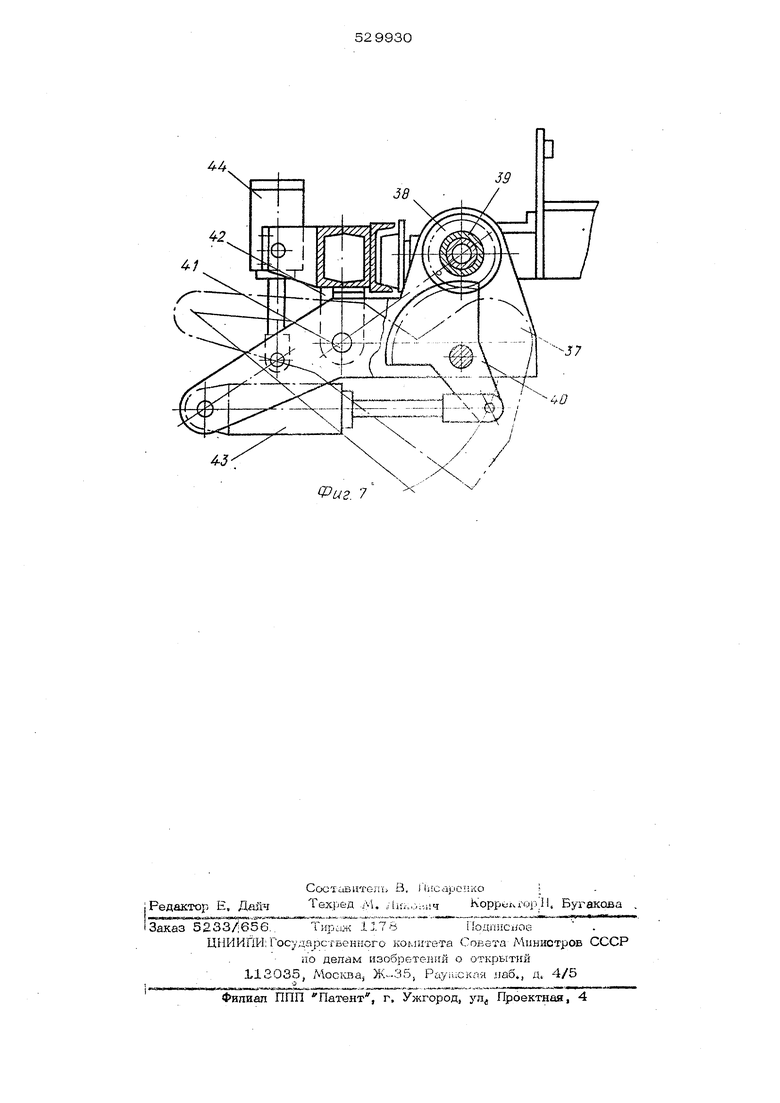
Участок сборки и,контактной точечной ;CBiJiiKH состоит Ио тризнсчортвра 1 с приf:o-L4;-i;.;ii тележкамь 2, перемещаемыми по ii,ui;)iii.,;biX-jmi;.: питателей 3 листов и боковых oDusiooK, пшатслей 4 верхних и ниж- . lUix обиязок, стенда 5 сборки и сварки бо- Iковой зетовой обвязки, iоснащенного при- I ei-HibiMH уотройствами 6 и кассетами 7 с. ;:ariacoM );л: мплектуюших элементов, накопи- тел11 8 и контактных машин 9. jMa приводлых тележках 2 расположены за« жишЕые элементы 10, а на основании транс портера 1 - приводы поьорота 11 двуппечих рычагов зажимных эпементов 10, Участок дуговой сварки состоит из ша- гового конвейера 12, стендов дуговой сварк 13-.17, правки 18, зачистки 19, контроля 20, ремонта 21, а также накопителя 22 и стенда 23 выдачи створок. Все стенды оснащены кантователями 24,- а стенд 14 оснащен двухсторонним автоматическим пдтателем 25. Питатели 3,4 и 25 оснащены боковыми операторами 26 и 27, а также прием ными устройствами 28 и кассетами 29. Зажимной элемент 10 состоит иа двупле чего рычага 30 промежуточной тяги 31, raiaHKHf32, поворотного вала 83j, проушины 34, пружин 35 и оси 36. Привод .лоЁоротаД зажимного зпемекта 10 состоит из Koprwca 37, шестер П, 38 р подитипника 30, рычага 40 с зубчатьгм сек тором, , корпуса 42, силовых ци.:линдров 43 и 44. Перед запуском пкнии в работу в при- емные устройСТва 6 стенда 5 н нриемиые устройства 28 питателей 3, 4, 25 цеховым краном устакавлиБают KijcceTw 7 и 29 с запасом комплектующих зи-змеи-гоа, Р-абота линии начинается с подъег-ла двух яис-тов пио аихэлем 3 и onycxajnta их иа npjbводные телел ки 2, Затем боковье опер. ры 26 и 27 забиршот из кассет 29 боко.вые обвязки и укладывают их. на пистыа На одной тепелже собирается прав,Ш, i:&, дру-гой левая створка двери После ориентации обвазок про111.;.ходит за катие деталей. Силовой щшщгдр 43 поворачивает рычаг -ФО с зубчатым се:-стором и шестер1 Ю 38. BjvtecTe с ше(перыей 38 поворачивается вал 33 зажик-кого элемента lOj который входит в отверстиь ;.шстерни 38 привода пох.орога 11, усгапоьмгаГНого в начале хода приводных тельиш-к 2... Вал 33 поворачивается вместе с за1фепле1шой па нем ПЛШ1К.ОЙ 32 и поворачивает пролмежуточ ную тягу 31 и двуплечий рычаг 30, Проушина 34 приподнимается, сжимая пружины 35, усилие которых обеспечивает за {атие собираемых деталей. Затем приводные,тележ ки 2 с зажатыми деталями проталкиваются транспортером 1 через контактные точечные машины 9, которые сваривают детали. В конце хода пр1тодных тележек 2 вал 33 споим вторым концом входит в OTBejx;THe шоотер1П1 38 привода поворота 11, устагюв ncjioioro в коппе хода тележек. Силовой цилиплр 43 поворачивает рычт 40 с зубча. тым сектором и шестерней 38, отводит дву печий рычаг 30. После освобождения деалей от зажимных эпементов 10 питатель 4 однимает листы с приваренными деталями, азворачивает их на 90 и опускает на подъеавшую вторую пару приводных тележек 2. это время первая пара тепежек возврашатся в исходное положение, где на них опусаются новые листы. Для того, чтобы привод поворота 11 не мешал перемещеш1ю приводных тележек 2 во время их движения, он отводится силовым цилиндром 44 вниз. Силовой цилиндр 44 разворачивает на оси 41 корпус 37 вместе с шестерней 38, рычагом 40 и ципиндром 43. При подходе приводных 2 к крайним положепиям привод поворо та 11 возвращается силовым пили}5дром 44 в рабочее положение. Па Е торой паре приводных телел ек 2 укладываются верхние и 11иж;,гие обвязки, ори- ептируются ::Г зажимаются зa клhшъl . эле- NseHTar.ii 10, после чего пршюдные тепегкки 2 проталкиваются через контактные точечмь е маши51Ы 9, и производится сварка де- тaJleй. Перемещение o6eiix пер приводных тепе/ivGic 2 и работа пятателей 3, 4 производит ся сщ1хро;пю, lUiiibme сваренные листь; с обвязкаь и поступают на участок дуговой сааркн, где 1:;суа1ОСТЕПяеГся дапьпейи ое Cioiaiuoinie , дверк, их сварка, правка, );о1Проль п iii;iAt,.4a на конвейер оииэй сборки. I аки1-л образом, сборка и сварка листа с обвязками на участке сборки и ко}1тактной гочечиойоскарки осуществляе ТС;я поп 1сх;тью в автомй-rtiiecKOM режиме ио.з участия чело г.ока, Ьцагодаря элемеитал 10, перемсщшошпмсй вместе с привод гыми тележ ка;ли 2 и изделием,; отпала необходимость ручной д}ТОЕой прихваил деталей створок двегли о р м у л а из е п и я транспортер, преимущественно для поточной линии сборки и сварки т-орцовь х /зверей грузовых пол тзаготюВ;, содорясо.ший основание на котором смонтиров.шы пве направляющие р перемещаемыми по ним пр 1водныгуП ггранспортными тепехжами, с расаоложекkibiMn на платформах тепежек зал икьегыми |элeмeнтa sи для изделия, каждый из которых выполнен в виде ycTaiioBnejmoro в про ущине на оси двуплечего рычага с пр;;)зо-- : дом его поворота, о т п и ч а ю т ;; и | с я 7ем, что, с целью позьпиепия паделшоЬ :ти закрепления изделия, на платформе каж«.. дой тележки смонтирован параллельно оси | рычага поворотный вал с жестко закреп- ; ленной на нем планкой, шарнирно соединен- . ной через промежуточную тягу с одним из плеч двуплечего рычага, причем проушина 1каждого рычага подпружш1ена относитепьно платформы транспортной тедежки, а привод| поворота рычага смонтирован на основании: с возможностью качаш1я и плоскости, па- i 5 раплепьной плоскости поворота рычага.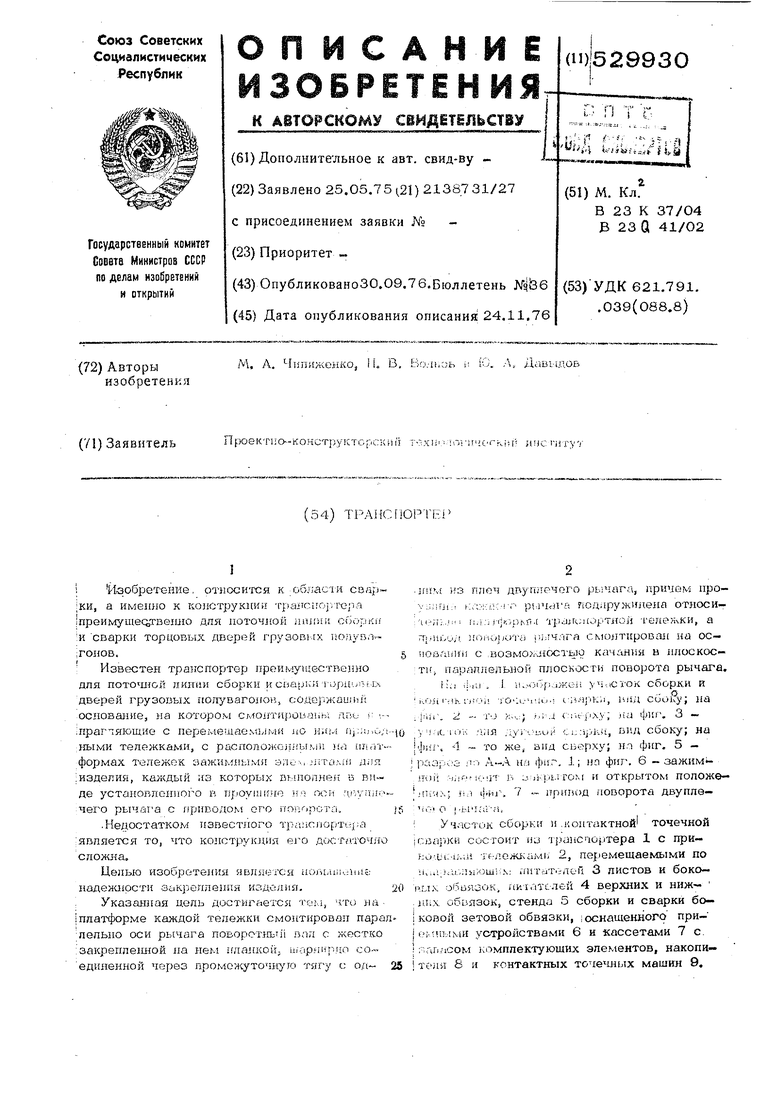
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Стенд для сборки под сварку изделий | 1982 |
|
SU1115873A1 |
fPuz. у
А 24..Jc51 g|.Jj;gU.;.J...-jEt., -с::-|-Ч f,.. .i:-- Hd/-c : :r: 3
(Рцг. 3 гг /J fPue. 4 / РП / 20, 21 22 23
35
4-5
Фиг. 7
.
