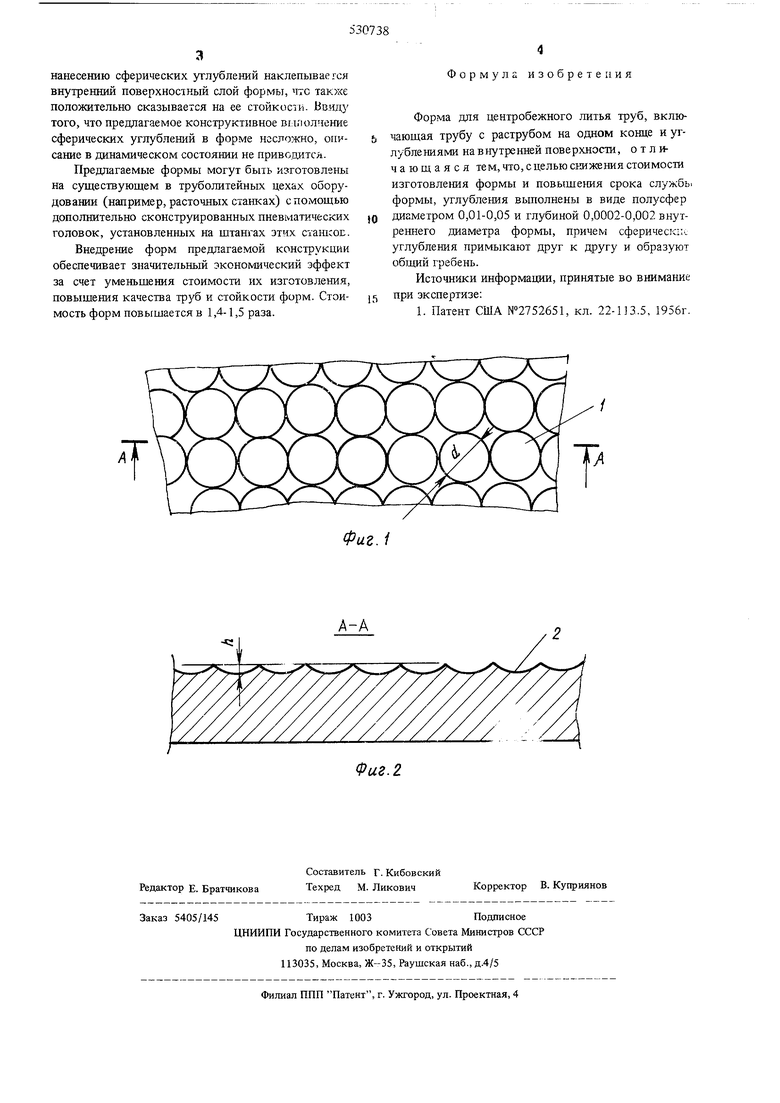
Изобрететше относится к области литейного производства, в частности к оборудоваьшю для яитья чугунных напорных труб центробежным способом. Известны формы для литья чугунных труб, представляющие собой стальную трубу с раструбом на одном конце, имеющие гладкую наружную и внутреннюю поверхности. Стойкость таких форм (количество отливаемых труб до полного износа) относительно невелика, ввиду разрущительного воздействия образующихся во внутреннем слое формы температурных напряжений. Низкая стойкость формы существенным образом влияет на себестоимость продукции. Наиболее известна форма, представляющая собой толстостенную трубу, с целью повыщения стойкости на внутренней поверхности нанесены под определенными углами риски 1 . Система таких рисок (углублений) образует на внутренней поверхности сетку, и внутренняя поверхность получается вьшолненной из отдельных изолированных блоков. Это позволяет уменьпшть образующиеся больщие сжимающие напряжения на внутренней поверхности металлоформы. He.aocTaTKaNoi такой формы являются высокая стоимость ее ИЗГОТОЕЛСНИЯ и трудность пол)чеьшя закономерно расположенных рисок. Для нанесения таких рисок на формы применяют специальное дорогостоящее оборудование. Кроме того, при неблагоприятных технологических условиях литья (низкого TCNma заливки, малой усадке металла) риски могут служить зародыщами 6уд}щих продольных и кольцевых трещин в форме, что отрицательно сказывается на качестве отливаемых труб и производительности труболитейных установок. Целью изобретения является снижение стоимости форм обладающих высокой стойкостью, а также повышение качества отливаемых труб. Для зтого в предлагаемой форме для центробежного литья труб на внутренней поверхности вьщолнент- углубления в виде полусфер диаметром (d) 0,01-НО,05 и глубиной (h) 0,0002-f 0,002 внутреннего диаметра формы, прикм сферические углубления примыкают друг к другу и образуют общий гребень. На фиг. 1 изображена предложенная форма, вид сверху; на фиг. 2 - сечение по А-А на фиг. 1. На фиг. 1 показано расположение сферических углублений 1 и их общих гребней 2. Благодаря
3
нанесению сферических углублений наклепывается внутренний поверхностный слой формы, что также положительно сказывается на ее стойкосзи. Ввиду того, что предлагаемое конструктивное выполнение сферических углублений в форме несложно, описание в динамическом состоянии не приво.цитсл.
Предлагаемые формы могут быть изготовлены на существующем в труболитейных цехах оборудовании (например, расточных станках) с помощью дополнительно сконструированных пневматических головок, установленных на штангах этих станков.
Внедрение форм предлагаемой конструкции обеспечивает значительный экономический эффект за счет уменьщения стоимости их изготовления, повыщения качества труб и стойкости форм. Стоимость форм повышается в 1,4-1,5 раза.
Формула изобретения
Форма для центробежного литья труб, включающая трубу с раструбом на одном конце и углублениями на внутренней поверхности, отличающаяся тем, что, с целью снижения стоимости изготовления формы и повыщения срока службь формы, углубления выполнены в виде полусфер диаметром 0,01-0,05 и глубиной 0,0002-0,002 внутреннего диаметра формы, причем сферическ:;: углубления примыкают друг к другу и образуют общий гребень.
Источники информации, принятые во внимание при экспертизе:
1. Патент США №2752651, кл. 22-П3.5, 1956г.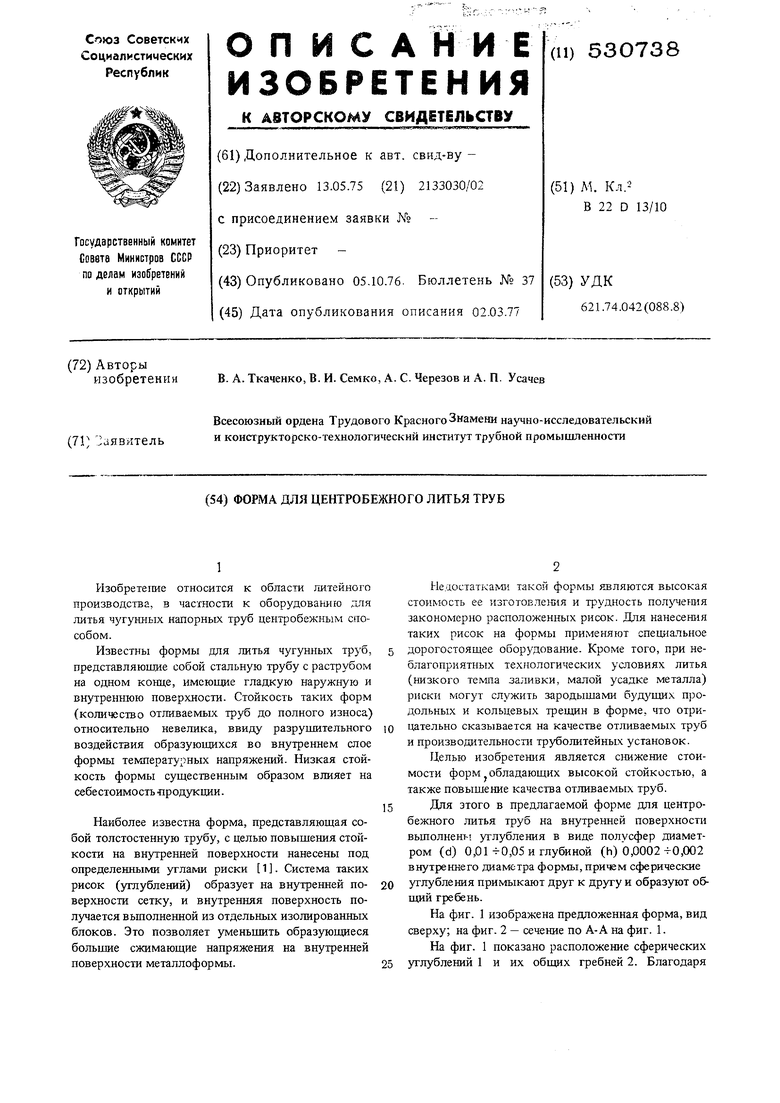
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для центробежного литья труб | 1980 |
|
SU908500A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Центробежно-литейная машина | 1981 |
|
SU997966A1 |
| Центробежная труболитейная пневматическая машина | 1957 |
|
SU110512A1 |
| Способ получения центробежнолитых чугунных труб | 1978 |
|
SU662252A2 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Желоб для центробежной труболитейной машины | 1974 |
|
SU463508A1 |
| Форма для центробежного литья труб | 1980 |
|
SU942875A1 |
| Заливочное устройство для центробежных машин | 1975 |
|
SU521996A1 |
А-А
Фаг. 2
