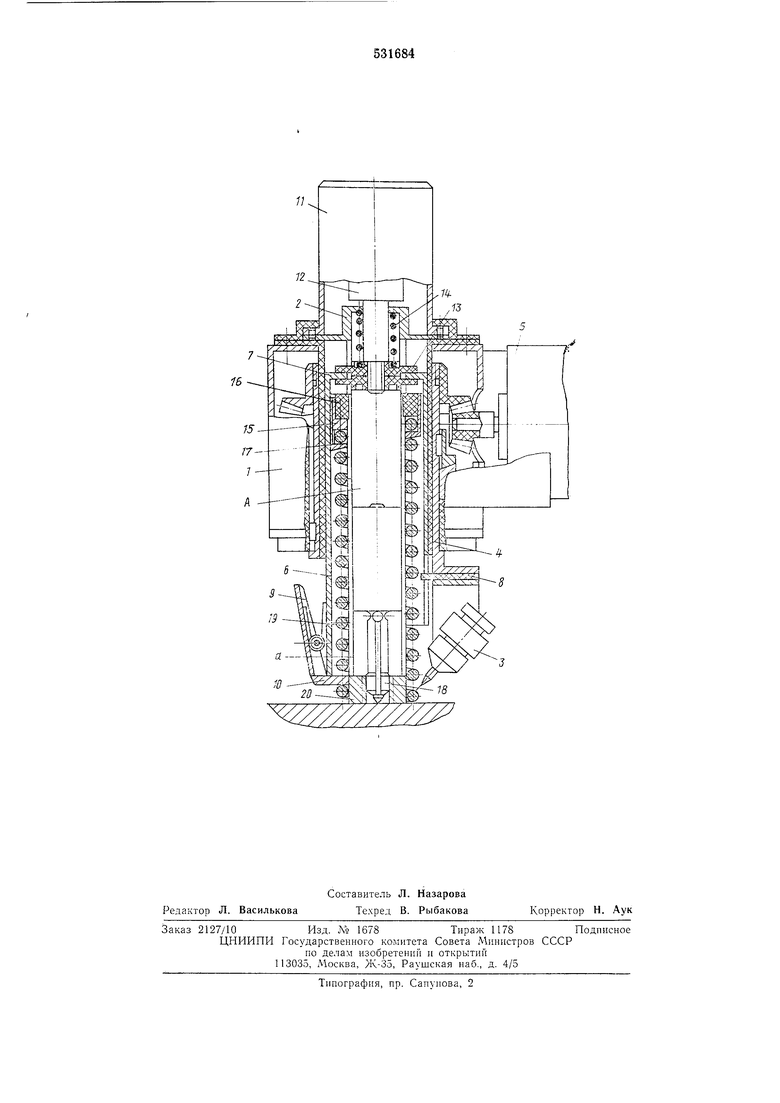
17 для размещения спирально намотанной электродной нроволоки. Стержень 2 закреплен в корпусе 1 с обеспечением возможности вращения от руки. Устройство снабжено также цангой 18.
Устройство работает следующим образом.
Перед сваркой присадочную проволоку, выполненную в виде спирали 19, ввинчивают в спиральную канавку 17 втулки 15, и, надавив на рычаг 9, втулку 15 вместе со спиралью 19 надевают на стержень 2. После отпускания рычага 9 отсекатель 10 должен быть размещен между первым и вторым витками присадочной проволоки.
При установке устройства на изделии спираль присадочной проволоки надевают на привариваемую деталь 20 и вращепием стержня 2 за корпус электромагнита II совмещают начало первого витка присадочной проволоки с положением сварочной горелки.
После включения привода 5 и зажигания дуги вращение от горелки 3 посредством поводка 8 передается на обойму 6 и на отсекатель 10, который за один оборот горелки подает спираль присадочной проволоки на один виток. Пружина 14, воздействуя на обойму 6 и отсекатель 10, прижимает спираль 19 к изделию с оптимальным усилием и компенсирует неравномерпость навивки спирали по шагу. После того, как горелка совершила полный оборот вокруг привариваемой детали, включается электромагнит 11, силовой шток (якорь) 12 которого посредством упоров 13 перемещает обойму 6 с отсекателем 10 и присадочной проволокой вверх так, что последняя выходит из зоны сварочной дуги. После заварки кратера дугу гасят. По израсходовании присадочной проволоки нажимают на рычаг 9 и извлекают втулку 15 вместе с огарком ирисадочной проволоки.
Использование предлагаемого устройства для сварки кольпевых швов обеспечивает возможность сварки в затесненных местах и при этом имеет малый вес.
Экономический эффект от внедрения предлагаемого устройства только для одного предириятия отрасли по предварительным подсчетам составит в год около 12,5 тыс. рублей. Производительность труда при сварке предлагаемы.м устройством повышается за счет сокращения времени на проведение вспомогательных оиераций.
Формула изобретения
Переносное устройство для дуговой сварки кольцевых швов, преимупдественно для приварки цилиндрических деталей типа штуцеров к илоски.м изделиям, содержаи1ее корпус, сварочную горелку, центрируюший стержень, механизм для подачи электродной проволоки и механизм для врашения сварочной горелки вокруг привариваемой детали, отличаюп ееся тем, что, с целью обеспечения возможности в затесненных условиях, устройство снабжено сл емной вту.ткой с винтовой канавкой для размеи1,ения спирально намотанной электродной проволоки, установленной на центрируюп1,ем стержне, а механизм для подачи электродной проволоки выполнен в виде охватываюшей спирально намотанную электродную проволоку обоймы с закрепленными на ней двуплечим рычагом с отсекателем, установленной в корпусе коицентрично с центрирующим стержнем и жестко связанной со сварочной горелкой, и электромагнита, жестко закрепленного на центрирующем стержне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносное устройство для дуговой сварки кольцевых швов | 1981 |
|
SU946859A1 |
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Устройство для дуговой сварки крестообразных соединений арматурных стержней | 1972 |
|
SU468745A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1109278A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |