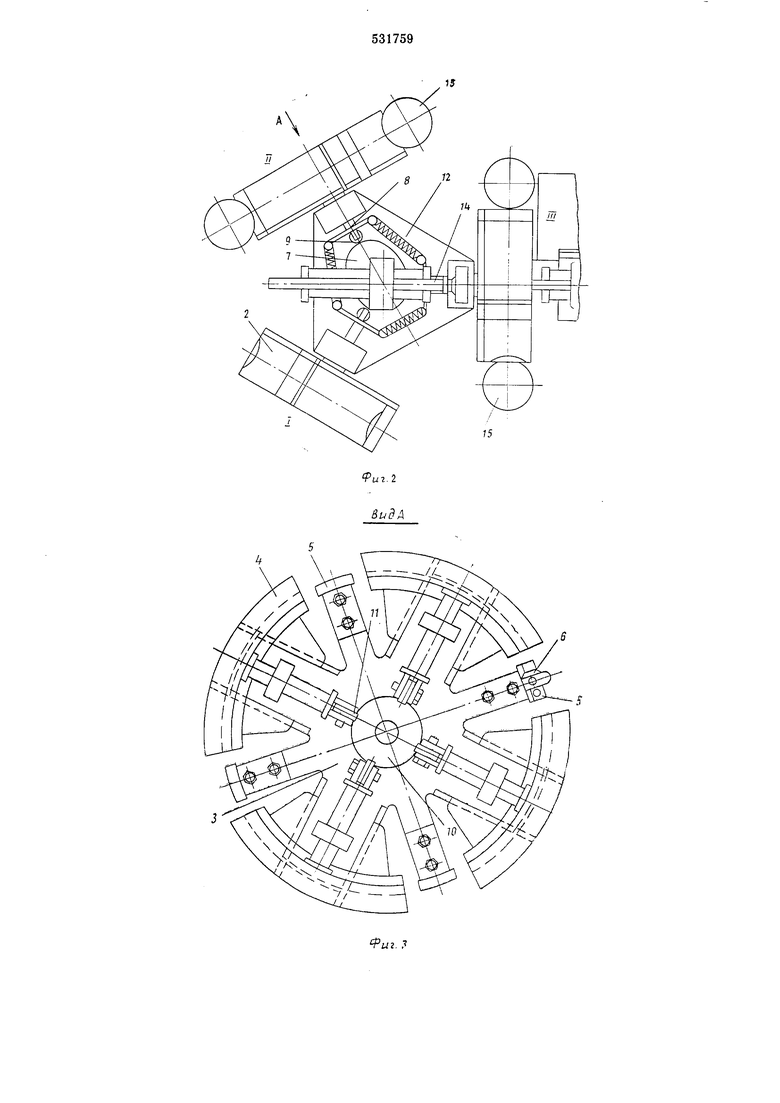
стоянный контакт роликов 9 толкателей 8 с копиром 7 обеспечивается с помощью пружин 12. Копир 7 установлеи иа неподвижной стойке 13, на которой также установлен толкатель 14. Работа устройства осуществляется следующим образом. В позиции I (фиг. 2) толкатель 8 максимально приблил ен к центру поворотной стойки 1. При этом раздвижные сектора 4 стянуты к центру щаблона 2 нрул инами 12 и секторный шаблон 2 имеет наименьщий диаметр, что позволяет свободно надеть на него заготовку автокамеры 15. Зажим 6 фиксирует вентиль автокамеры в заданном положении. Затем стойка 1 поворачивается на 120°, переводя шаблон 2 из позиции I в позицию II. При этом ролик 9 катится по копиру 7, а толкатель 8 максимально удаляется от центра стойки 1 и через конус 10 раздвигает раздвижные сектора 4, которые образуют необходимый посадочный профиль для формования заготовки автокамеры 15. Затем стойка 1 вновь поворачивается на 120°, переводя шаблон 2 из позиции II в позицию III. При этом толкатель 8 вновь максимально приближается к центру стойки 1, секторный шаблон 2 складывается и с него толкателем 14 свободно снимается сформованная заготовка автокамеры. Далее происходит переход шаблонов из одной позиции в другую, и все описанные операции повторяются.
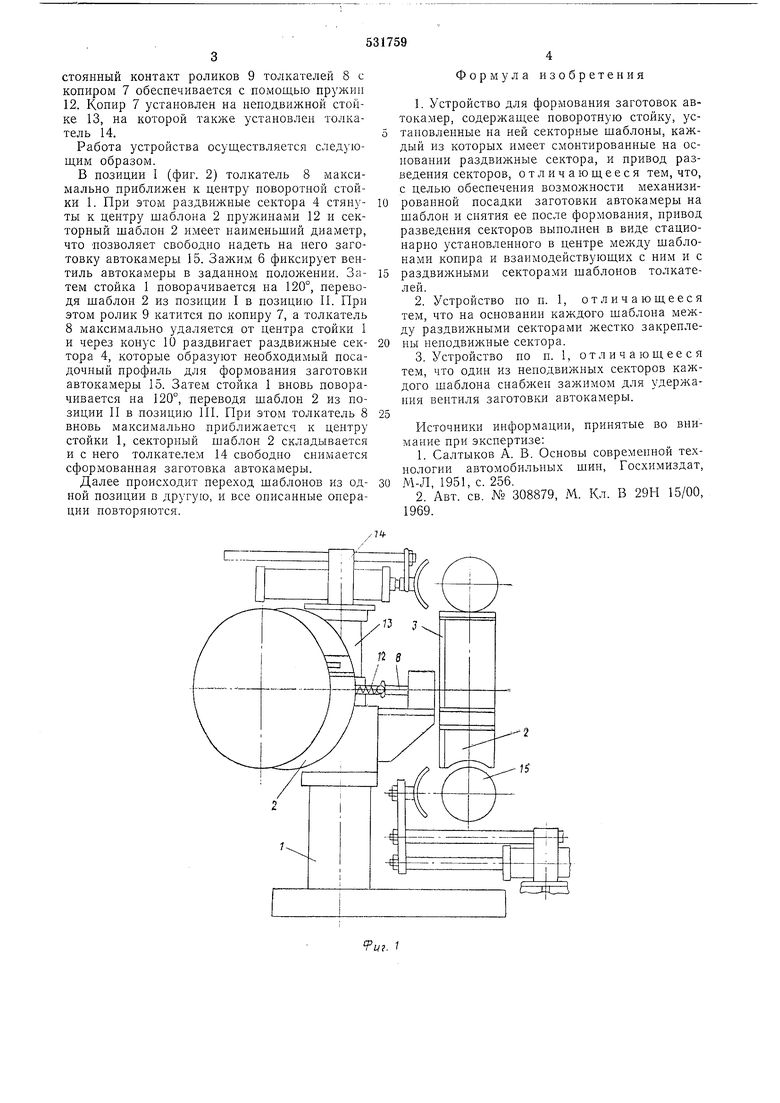
CT-.l Формула изобретения 1.Устройство для формования заготовок автокамер, содержащее поворотную стойку, установленные на ней секторные шаблоны, каждый из которых имеет смонтированные на основании раздвижные сектора, и привод разведения секторов, отличающееся тем, что, с целью обеспечения возможности механизированной посадки заготовки автокамеры на шаблон и снятия ее после формования, привод разведения секторов выполнен в виде стационарно установленного в центре между шаблонами копира и взаимодействующих с ним и с раздвижными секторами шаблонов толкателей. 2.Устройство по п. 1, отлич ающееся тем, что на основании каждого шаблона между раздвижными секторами жестко закреплевы неподвижные сектора. 3.Устройство по и. 1, отличающееся тем, что один из неподвижных секторов каждого шаблона снабжен зажимом для удержания вентиля заготовки автокамеры. Источники информации, принятые во внимание при экспертизе: 1. Салтыков А. В. Основы современной технологии автомобильных шин, Госхимиздат, 2 Авт. св. № 308879, М. Кл. В 29Н 15/00, 1969.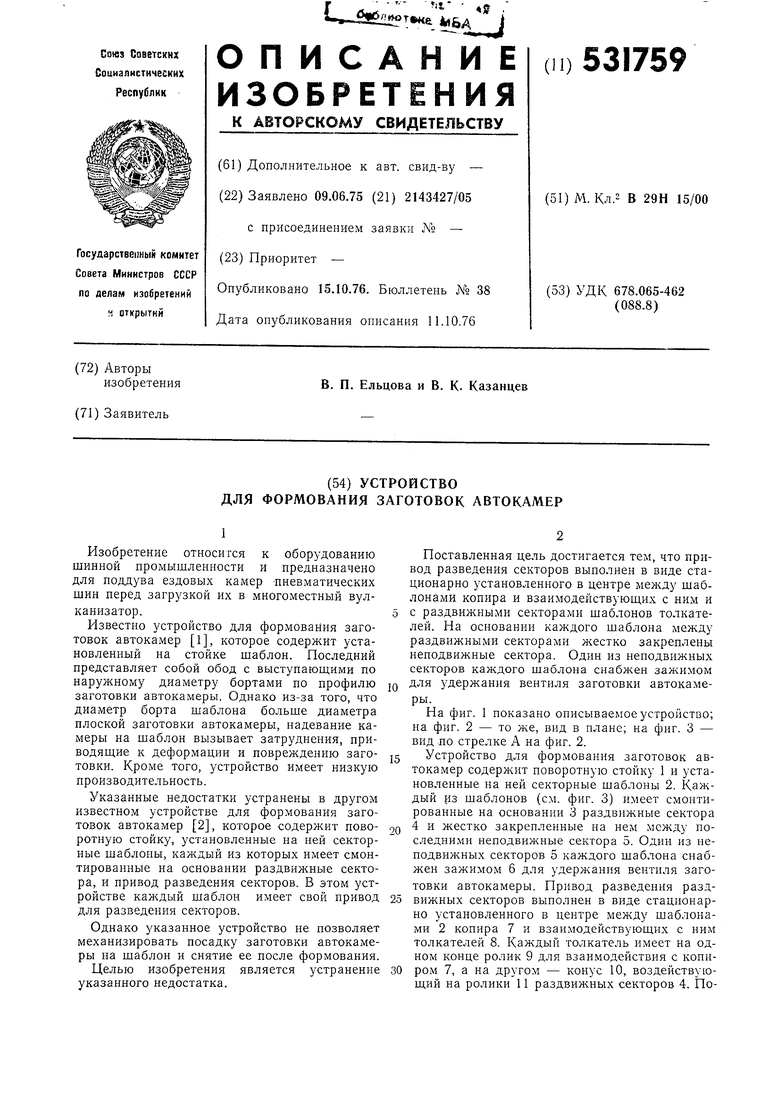
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования камеры | 1977 |
|
SU735425A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| УСТРОЙСТВО для ОБРЕЗИНИВАНИЯ ПЯТКИ ВЕНТИЛЯ АВТОКАМЕРЫ | 1972 |
|
SU331928A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Устройство для изготовления дополнительных крыльев пневматических шин | 1974 |
|
SU558798A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |