Изобретение относится к литейному производству, в частности к получению литейных форм и стержней. Известно устройство для отверждения литейных форм и стержней продувкой газом. Газ продувают через -яньек торы, погруженные в стерженьил;и форму, С целью исключения засора. инъекторов смесью и повышения качест ва отверждения они снабжены запорными иглами. Известно также устройство для отверждения литейных форм и стержней при помощи остроконечных стержней, внедряемых в смесь, В этом устройстве смесь отверждается , в стержневом ящике или форме газом который под давлением поступает по порам уплотненной смеси от стержня к рабочей камере. Недостатком указанного устройства является то, что в случае отверждени смеси газом (например воздухом) процесс протекает недостаточно интенсив но, так как фильтрация газа через смесь происходит медленно. Цель изобретения - повышение интенсивности отверждения смеси, содержащей термопластичное связующее, Это достигается тем, что внутри металлических стержней размещены с кол цевым зазором трубки, подающие жидки хладагент, а держатель выполнен в ви де эластичной диафрагмы, являющейся днищем рабочей камеры сосуда. Хладагентом могут служить быстроиспаряющиеся жидкости (фреоны, эфир ацетон и др,). Испаряясь внутри стержня, хладагент отбирает тепло от охлаждаемой смеси, содержащей термопластичное связующее, и способствует тем самым ее интенсивному отверждени На чертеже показано предлагаемое устройство для отверждения смеси, Металлическ|5 стержни 1 закреплены на«-эластичнШ|« иафрагме 2, Полости металлических стержней сообщаются с рабочей камерой 3, Внутри стержней помещены с кольцевым зазором трубки 4 для подачи хладагента. Зажимы 5 фиксируют положение стержней относительно модельной плиты 6, Плита 7 служит для извлечения стержней без поломки формыо Устройство работает следующим образом. Перед началом работы стержни 1 устанавливают на требуемом расстоянии (15-30 мм) от модельной плиты 6 и фиксируют в заданном положении зажимами 5 о Затем в объем, ограниченный модельной плитой 6, опокой 8 и плитой 7, вдувают смесь, В зависимости от выбранной технологии формообразования допустимо погружение стержней в уже уплотненную смесь, В стержни, находящиеся в крайнем нижнем положении, по трубкам 4 подают хладагент, В полостях стержней хладагент интенсивно испаряется и охлаждает стержни вместе с прилегающей к ним смесью. Пары хладагента поступают в рабочую камеру 3, откуда их отсасывают для последующего использования. По окнчании отверждения смеси стержни извлекают, поднимая их кверху. При необходимости, с целью предотвращения прилипания отвержд,енной смеси к поверхности стержней, последние перед извлечением поворачивают известным способом вокруг своей оси на некоторый угол. Устройство исключает контакт хладагента с охлаждаемой смесью и возможное разупрочнение смеси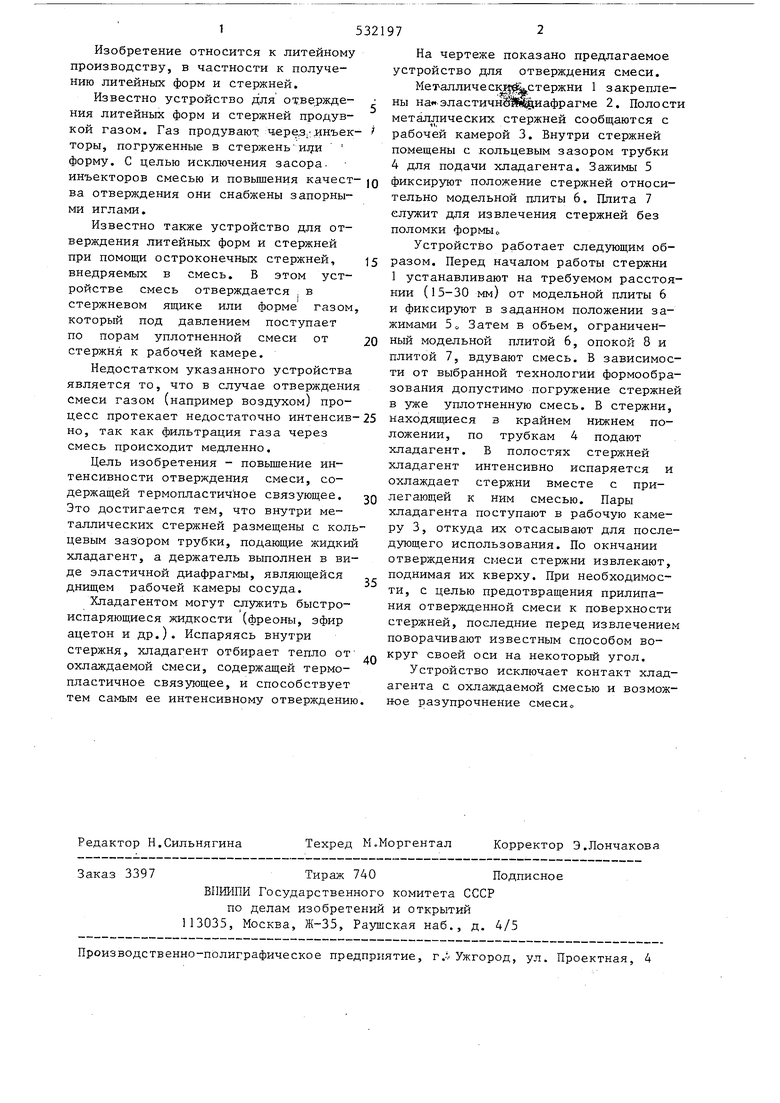
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отверждения литейных форм | 1978 |
|
SU801970A1 |
| Смесь для изготовления литейных стержней и форм | 1978 |
|
SU721979A1 |
| Способ изготовления литейных форм | 1984 |
|
SU1217559A1 |
| Способ отверждения уплотненной литейной формы газом | 1985 |
|
SU1276428A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Способ изготовления форм | 1976 |
|
SU616040A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Устройство для поверхностной сушки литейных форм | 1980 |
|
SU942864A1 |
| Устройство для изготовления безопочных форм | 1976 |
|
SU668766A1 |
УСТРОЙСТВО ДЛЯ ОТВЕРЖ.ЦЕНЖ СМЕСИ, включающее установленные на держателе остроконечные металлические стержни, внутренние полости которых связаны с рабочей камерой, о т- л ичающееся тем, что, с целью повышения интенсивности отверждения смеси, содержащей термопластичное связующее, внутри металлических стержней размещены с кольцевым зазором трубки для подачи жидкого хладагента, а держатель выполнен в виде эластичной диафрагмы являющейся днищем рабочей камеры.^со •ч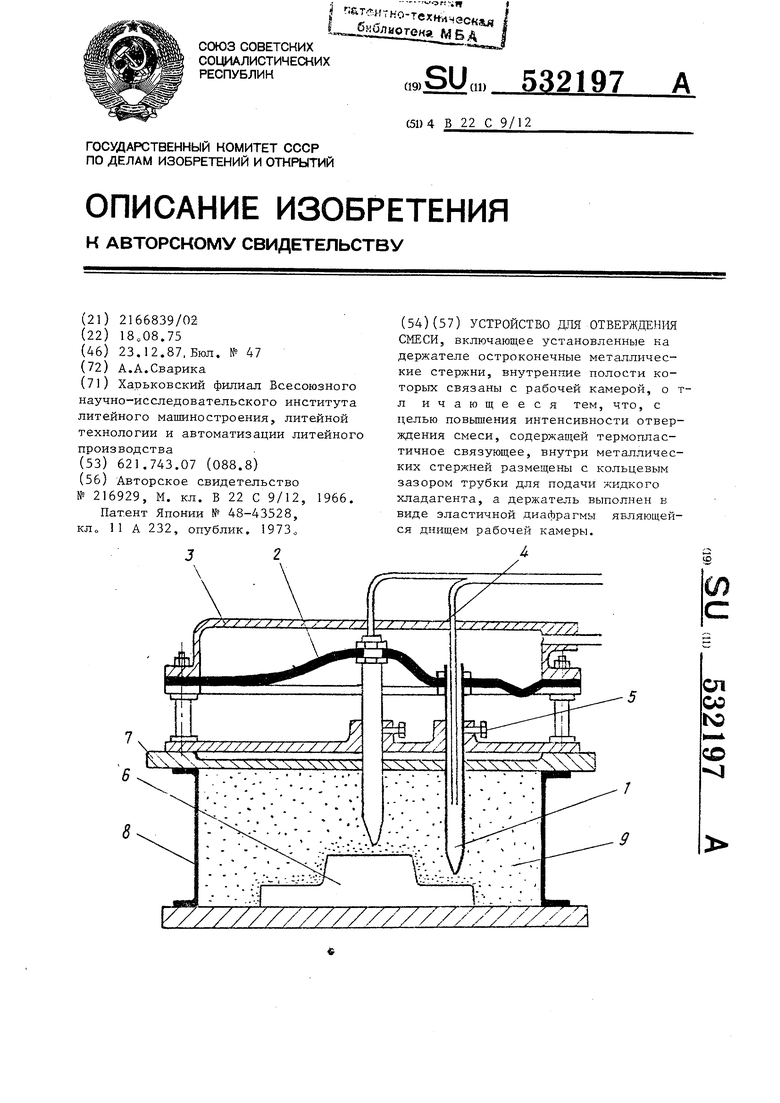
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ СТЕРЖНЕЙ И ФОРМ ПРОДУВКИ ГАЗОМ | 1966 |
|
SU216929A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
