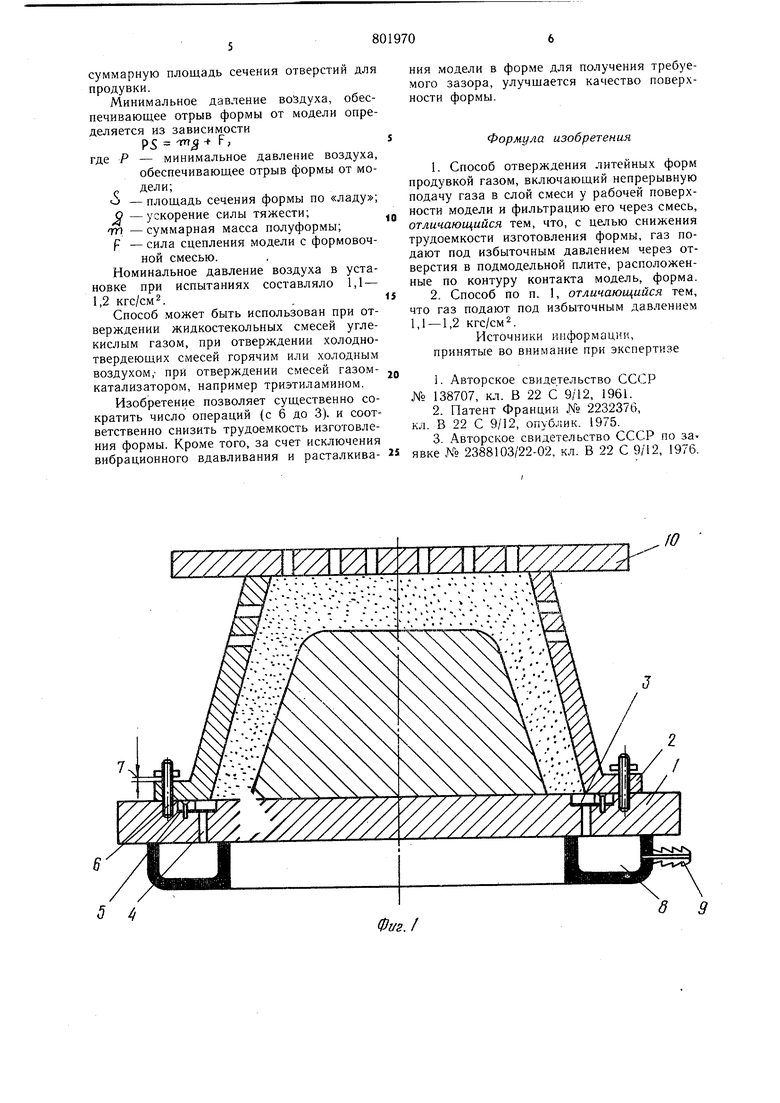
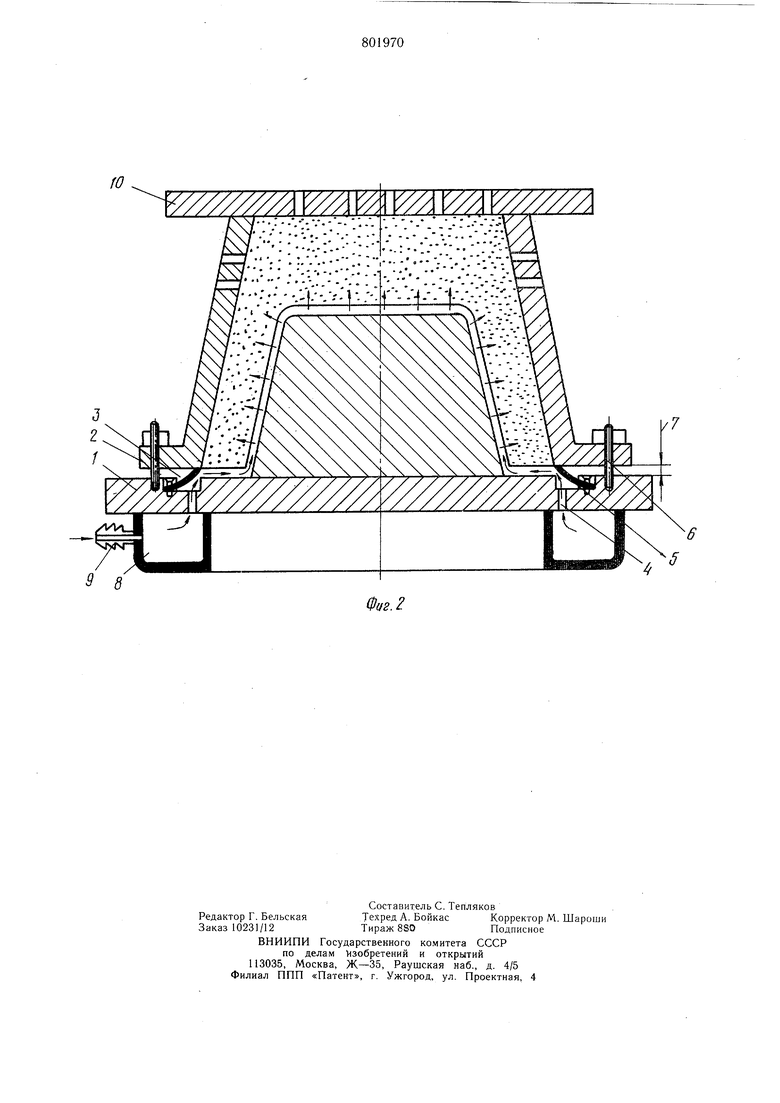
(54) СПОСОБ ОТВЕРЖДЕНИЯ ЛИТЕЙНЫХ ФОРМ ляется путем вдавливания модели в смесь с помощью вибрации на величину зазора 0,2-1,5 мм и последующего расталкивания модели в сторону на величину этого же зазора 0,2-1,5 мм. Для герметизации зазора в плоскость разъема формы укладывают уплотнение, например замкнутый глиняный щнур с условным диаметром 4-10 мм. Известный способ характеризуется повыщенным числом операций и, соответственно, повыщенной трудоемкостью изготовления формы. Кроме того, при испд,5ьзовании вибрационного вдавливания и расталкивания модели возможно искажение требуемого зазора между моделью и формой и ухудшение качества поверхности формы. Целью изобретения является снижение трудоемкости изготовления формы. Для достижения поставленной цели предлагаемый способ отверждения литейных форм продувкой газом, включающий непрерывную подачу газа в слой смеси у рабочей поверхности модели и фильтрацию его через смесь, отличительный признак которого заключается в том, что газ подают под избыточным давлением через отверстия в подмодельной плите, расположенные по контуру поверхности контакта модель-форма. Согласно изобретению избыточное давление газа составляет 1,1 -1,2 кгс/см. Образующийся между моделью и формой зазор обеспечивает распределение воздуха по всей поверхности слоя смеси, прилегающего к рабочей поверхности модели, сплошным неразрывным потоком (воздушной подущкой). При этом газ или воздух фильтруется сплошным фронтом вглубь от поверхности рабочего слоя формы, обеспечивая равномерное отверждение всех микрообъемов смеси по фронту его фильтрации. Такая подача газа обеспечивает равномерную проч ность всех слоев по фронту фильтрации от поверхности в глубину формы. Кроме того действие воздушной подушки под давлением, ,обеспечиваюш,им условия продувки, доуплот няет рабочую поверхность слоя: таким образом, получается более качественная поверхность формы. На фиг. 1 изображены элементы оснастки для реализации предлагаемого способа; на фиг. 2 - элементы оснастки во время продувки газом. Оснастка содержит модельную плиту 1, которая по периметру установки опоки 2 имеет паз 3 с рядом сквозных отверстий 4, перекрытых, например, резиновой диафрагмой 5. При этом резиновая диафрагма 5 внешней (наружной) стороной закреплена вдоль паза 3, а внутренней свободно провисает вдоль паза. Опока 2 по плоскости разъема скреплена с модельной плитой 1, например, винтами с гайками 6 Гайки 6 не затянуты, оставляя некоторый зазор 7 между опокой и модельной плитой. Под модельной плитой установлен коллектор 8, имеющий штуцер 9, соединяющий его со щлангом от воздухомагистрали. После установки на модельную плиту 1 опока 2 заполняется смесью и уплотняется любым известным способом. З.атем на опоке 2 сверху закрепляется перфорированная плита (сетка) 10, и все устройство переворачивается. Продувка смеси осуществляется следующим образом (см. фиг. 2). Воздух, поступая под давлением по шлан гу через коллектор 8 и отверстия 4 в пазу модельной плиты 1, оказывает давление на гибкую диафрагму 5. Одновременно воздух через щель между подвижным торцом диафрагмы 5 и стенкой паза поступает на границу между поверхностью модели и поверхностью формы, оказывая при этом расклинивающее действие. При давлении, превышающем силы сцепления и веса опоки со смесью, происходит отрыв модельной плиты с моделью от поверхности формы. Образовавшийся зазор 7, величина которого была ранее отрегулирована положением скрепляюо их гаек б на винтах, с внутренней стороны опоки 2 наглухо перекрывается за счет отгибания диафрагмы 5 под действием давления воздуха, поступающего через отверстия 4 в пазу 3 модельной плиты 1. Воздух непрерывно поступает в образовавшийся зазор 7 и фильтруется через поверхность рабочего слоя и объем формы. Интенсивная фильтрация воздуха через объем формы обеспечивает ее быстрое затвердевание по фронту продувки слоями от поверхности в глубину формы и позволяет получить высокого качества рабочую поверхность формы с равномерной твердостью и плотностью. Предлагаемый способ может быть использован и при изготовлении стержней путем подачи газа-отвердителя через отверстия в донной части стерл невого ящика, расположенные по контуру рабочей поверхности стержневого ящика. Частота отверстий в плите по контуру модели выбирается из расчета обеспечения равномерного отрыва модели с подмодельной плитой от полуформы, причем отверстий, расположенных в плоскости симметрии опоки, должно быть по крайней мере 2. Суммарная площадь сечения отверстий определяется временем продувки, количеством необходимого газа, его параметрами (температура, влажность), составом формовочных смесей, их свойствами (газопроницаемость, плотность) и т. д. Для расчета площади сечения отверстий необходимо сначала определить массу газа, потребную для продувки, с учетом массы смеси в полуформе, продолжительности и давления продувки. Зная массу газа, с учетом потребного давления можно определить суммарную площадь сечения отверстий для продувки. Минимальное давление воздуха, обеспечивающее отрыв формы от модели определяется из зависимости Р5 F, - минимальное давление воздуха, обеспечивающее отрыв формы от модели;- площадь сечения формы по «ладу ; -ускорение силы тяжести; -fn - суммарная масса полуформы; F - сила сцепления модели с формовочной смесью. Номинальное давление воздуха в установке при испытаниях составляло 1,1 - 1,2 кгс/см. Способ может быть использован при отверждении жидкостекольных смесей углекислым газом, при отверждении холоднотвердеющих смесей горячим или холодным воздухом,- при отверждении смесей газомкатализатором, например триэтиламином. Изобретение позволяет существенно сократить число операций (с б до 3). и соответственно снизить трудоемкость изготовления формы. Кроме того, за счет исключения вибрационного вдавливания и расталкивания модели в форме для получения требуемого зазора, улучщается качество поверхности формы. Формула изобретения 1.Способ отверждения литейных форм продувкой газом, включающий непрерывную подачу газа в слой смеси у рабочей поверхности модели и фильтрацию его через смесь, отличающийся тем, что, с целью снижения трудоемкости изготовления формы, газ подают под избыточным давлением через отверстия в подмодельной плите, расположенные по контуру контакта модель, форма. 2.Способ по п. 1, отличающийся тем, что газ подают под избыточным давлением 1,1 - 1,2 кгс/см2. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 138707, кл. В 22 С 9/12, 1961. 2.Патент Франции № 2232376, кл. В 22 С 9/12, опублик. 1975. 3.Авторское свидетельство СССР по за явке № 2388103/22-02, кл. В 22 С 9/12, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отверждения литейных форм | 1976 |
|
SU673373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU979019A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
:ж0Еаммж 23
fO 8 9 22Z
