(54) ОПРАВКА СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Упорный стержень стана винтовой прокатки | 1978 |
|
SU747544A1 |
| Устройство для смазки внутренней поверхности труб | 1989 |
|
SU1699669A1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2352412C2 |
| Составная оправка для пилигримовой прокатки труб | 1977 |
|
SU665960A1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| УСТРОЙСТВО для УСТАНОВКИ ОПРАВКИ НА СТЕРЖНЕ ТРУБОПРОКАТНОГО СТАНА | 1972 |
|
SU337168A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| СПОСОБ ПРАВКИ КОНЦЕВОЙ КРИВИЗНЫ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2006 |
|
RU2301714C1 |
| Оправка для прокатки труб | 1980 |
|
SU900889A1 |
| Стан винтовой прокатки труб | 1978 |
|
SU741970A1 |
1
Изобретение относится к инструменту трубопрокатного производства и может най.ти применение при прошивке и раскатке на; станах винтовой прокатки, работающих на . короткой оправке..
Известна оправка для трубопрокатных станов, выполненная в виде пробки с рабо-, ней профилированной поверхностью и внут;реиней,полостью, имеющей ребра, располо-; женные параллельно или наклонно к оси проб.. Оправка охлаждается при прокатке
и тем самым снижается ее износ. Смазку внутренней поверхности труб известная оправка не предусматривает.:
Наиболее близка к изобретению оправка , трубопрокатного стана, содержащая шпильку с хвостовиком и обхватывающая ее с зазором втулку с профилированной рабочей наружной поверхностью 2j. Перед втулкой на шпильке смонтирован металлический на-. 1юлняе у1ый смазкой ерш.
Однако в известной оправке порция смазки, сосредоточенная в металлическом ерше, создает неравномерность условий смазки |по длине прокатываемого изделия, кроме
того, порции может не хватить на прокат ку всего -изделия.
Цель изобретения - улучшение условий смазки гильз и тем самым повышение качества внутренней поверхности труб.
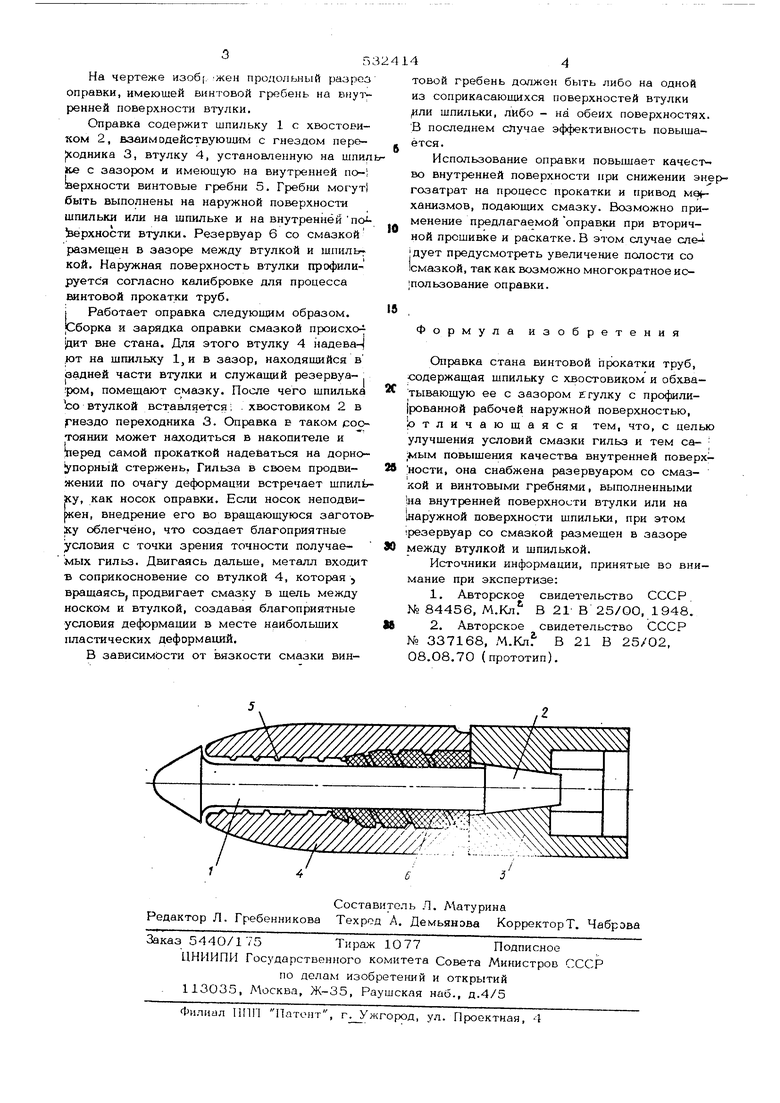
Это достигается тем, что оправка, содержащая шпильку, с хвостовиком и обхваты-; вающую ее с зазором втулку с профилиро|ванной рабочей наружной поверхностью, ;Снабжена резервуаром со смазкой, размеЫенным Б зазоре между втулкой и щпиль1-кой, и винтовыми гребнями, выполненными |на внутренней поверхности втулки или на наружной поверхности шпильки.
В предлагаемой оправке благоприятные условия деформирования достигаются, с стороны, неподвижным положением носI ка, с другой-смазкой остальной рабочей I части оправки, приходящейся также на зону интенсивной деформации. При этом подачг. смазки осуществляется путем естественного вращения втулки металлом, П) отиоситольном вращении втулки и шпильки BHHTOBI.U; выступы играют роль транспортирующего 1шнека для подачи,, смазки в очаг .шии
