1
Изобретение относится к производству труб способом горячей прокатки, точнее к подготовке металла к прокатке.
Известно устройство для поперечного перемещения заготовок, например граненых слитлов 1, которое обеспечивает кантовку слитков для их осмотра и ремонта. Однако указанное устройство не может быть использовано для транспортировки слитков на значительное расстояние, так как слитки имеют конусность и наблюдаются большие осевые перемещения слитков вплоть до их ухода с одной рейки.
Известно также устройство для перемещения труб в нагревательных печах 2, которое предназначено для перемещения (кантовки) труб и включает профильные рейки, приводную тележку, несущую кантующий рычаг с приводом от пневматического цил-индра.
Однако при перемещении (кантовке) изделий на значительное расстояние наблюдается их осевое перемещение.
Устройство для перемещения труб также не может быть использовано для транспортировки изделий без их осевого смещения, так как в нем отсутствуют элементы, обеспечивающие транспортировку изделия с отрывом от реек, т. е. без перекатывания.
Целью изобретения является исключение
осевого смещения слитков во время их транспортировки.
Для осуществления этой цели приводная тележка дополнительно снабжена шарнирно
закрепленным на ее раме подъемным П-образным рычагом, копирным рычагом и трехплечим рычагом, два плеча которого взаимодействуют с П-образным рычагом, а третье соединено со ИГРОКОМ пневмоцилиндра и коНтактирует с копирным рычагом, имеющим участки с переменным и постоянным радиусом и жестко сидящим на общем валу с кантующими рычагами. Приводной пневмоцилиидр выполнен в виде двух цилиндров с двумя
порщнями разного диаметра, причем щток порщня меньщею диаметра входит в полость цилиндра большего диаметра.
На фиг. 1 изображено предлагаемое устройство для кантовки, вид сбоку; на фиг. 2 -
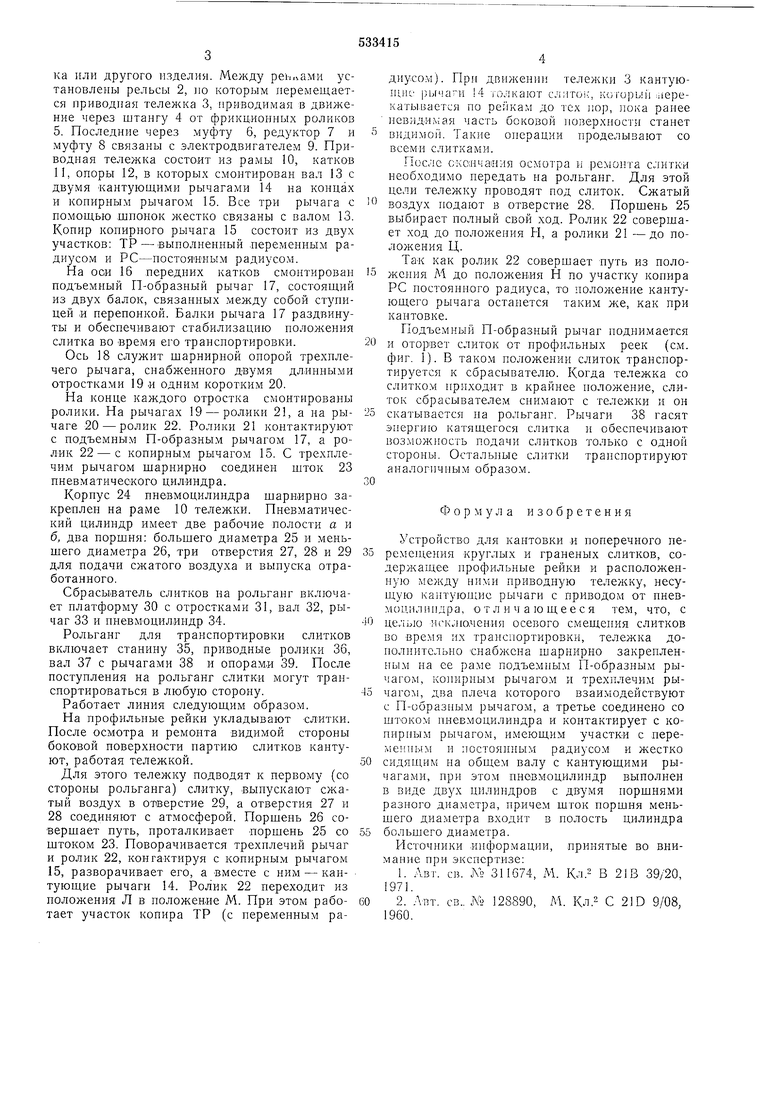
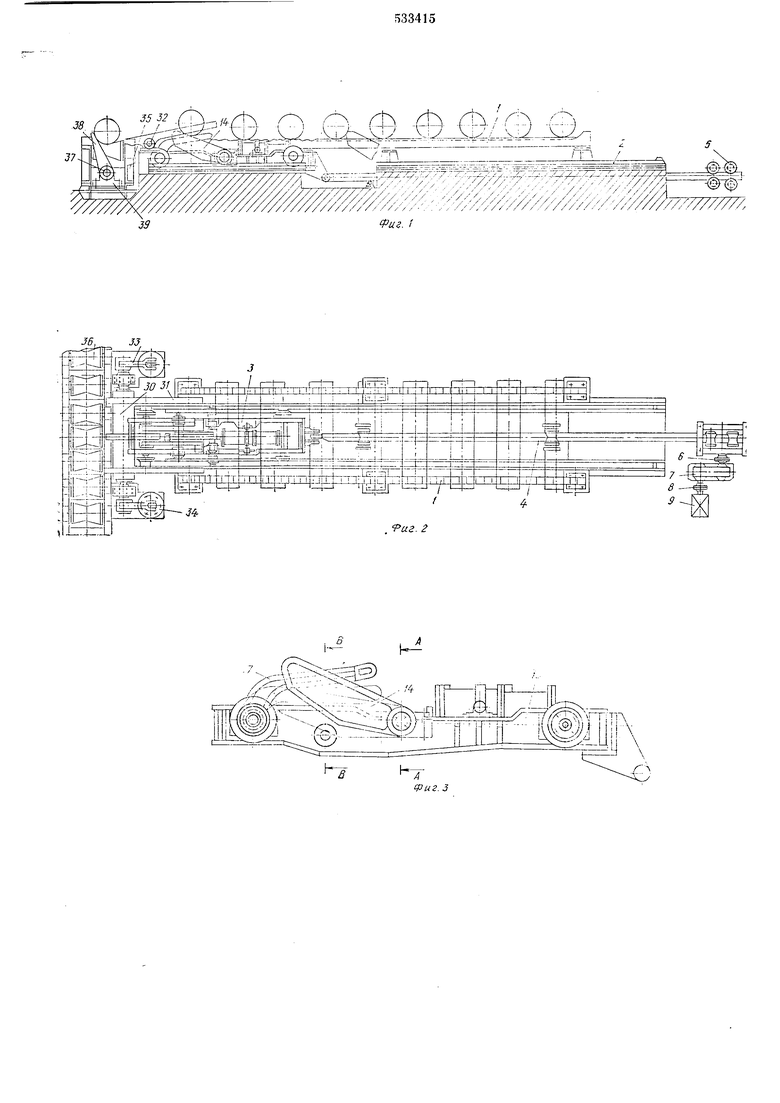
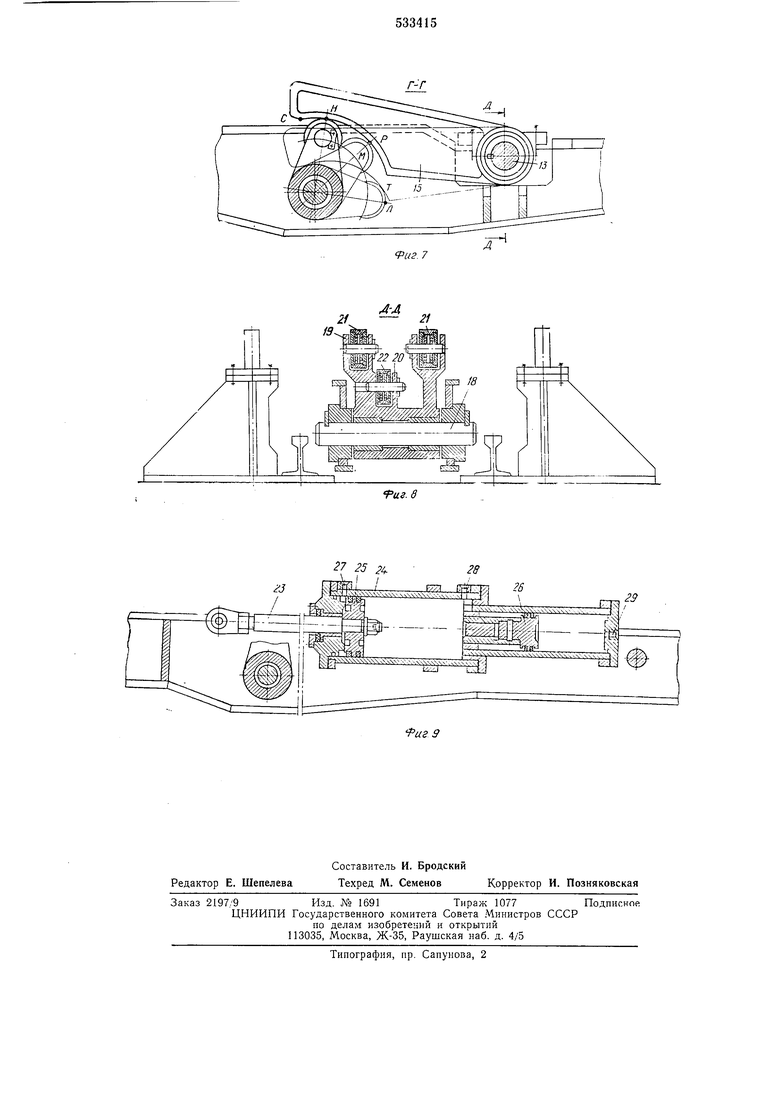
то же, в плане; на фиг. 3 - приводная тележка; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 - разрез по Б-Б на фиг. 4; на фиг. 6- разрез по В-В на фиг. 3; на фиг. 7 - разрез по Г-Г на фиг. 4; на фиг. 8 - разрез
по Д-Д на фиг. 7; на фиг. 9 - разрез по пневматическому цилиндру.
Устройство включает профильные рейки 1, рабочий профиль которых выполнен в виде волнистой поверхности, представляющей развертку поперечного сечения граненого слитка или другого изделия. Между установлены рельсы 2, )10 которым перемещается приводиая тележка 3, приводимая в движение через штаигу 4 от фрикционных роликов
5.Последние через муфту 6, редуктор 7 и муфту 8 связаны с электродвигателем 9. Приводная тележка состоит из рамы 10, катков II, опоры 12, в которых смонтирован вал 13 с двумя кантующими рычагами 14 на концах и коиирным рычагом 15. Все три рычага с помощью шпонок жестко связаны с валом 13. Копир копирного рычага 15 состоит из двух участков: ТР-выполненный переменным радиусом и PC-постояиным радиусом.
На оси 16 передних катков смонтирован подъемный П-образный рычаг 17, состоящий из двух балок, связанных между собой ступицей и перепонкой. Балки рычага 17 раздвинуты и обеспечивают стабилизацию положения слитка во время его транспортировки.
Ось 18 служит щарнирной онорой трехнлечего рычага, снабженного двумя длинными отростками 19 и одним коротким 20.
На конце каждого отростка смонтнрованы ролики. На рычагах 19 - ролики 21, а на рычаге 20 - ролик 22. Ролики 21 контактируют с подъемным П-образным рычагом 17, а ролик 22 - с копирным рычагом 15. С трехплечим рычагом шарнирно соединен шток 23 пневматического цилиндра.
Корнус 24 пневмоцилиндра шарнирно закреплен на раме 10 тележки. Пневматический цилиндр имеет две рабочие полости а и
6,два поршня: большего диаметра 25 и меньшего диаметра 26, три отверстия 27, 28 и 29 для подачи сжатого воздуха и выпуска отработанного.
Сбрасыватель слнтков на рольганг включает платформу 30 с отростками 31, вал 32, рычаг 33 и пневмоцилиндр 34.
Рольганг для транспортировки слитков включает станину 35, приводные ролики 36, вал 37 с рычагами 38 и опорами 39. После поступления на рольганг слитки могут транспортироваться в любую сторону.
Работает линия следующим образом.
На профильные рейки укладывают слитки. После осмотра и ремонта видимой стороны боковой поверхности партию слитков кантуют, работая тележкой.
Для этого тележку подводят к первому (со стороны рольганга) слитку, выпускают сжатый воздух в отверстие 29, а отверстия 27 и 28 соединяют с атмосферой. Поршень 26 совершает путь, проталкивает поршень 25 со штоком 23. Поворачивается трехилечий рычаг и ролик 22, контактируя с копирным рычагом 15, разворачивает его, а вместе с ним - кантующие рычаги 14. Ролик 22 переходит из положения Л в положение М. При этом работает участок копира ТР (с переменным радиусом). Прн движении тележки 3 кантуюп n рычаги 14 толкают слито -:, которьи niepeкатывается по рейкам до тех siop, пока ранее невидимая часть боковой поверхности станет видимой. Такие операции проделывают со всеми слитками.
После скоячашия осмотра и ремонта слитки необходимо передать на рольганг. Для этой цели тележку проводят под слиток. Сжатый
воздух подают в отверстие 28. Порщень 25 выбирает полный свой ход. Ролик 22 совершает ход до положения Н, а ролики 21 -до положения Ц. Так как ролик 22 соверщает путь из положения М до положения Н по участку копира PC постоянного радиуса, то положение кантующего рычага останется таким же, как при кантовке. Подъемный П-образный рычаг поднимается
и оторвет слиток от профильных реек (см. фиг. 1). В таком положении слиток транспортируется к сбрасывателю. Когда тележка со слитком приходит в крайнее положение, слиток сбрасывателем снимают с тележки и он
скатывается па рольганг. Рычаги 38 гасят энергию катящегося слитка и обеспечивают возможность подачи слитков только с одной стороны. Остальные слитки транспортируют аналогичным образом.
Формула изобретения
Устройство для кантовки и поперечного перемещения круглых и граненых слитков, содержащее профильные рейки и расноложенную между ними приводную тележку, несущую кантуюпию рычаги с приводом от нневмоцилипдра, отличающееся тем, что, с
целью и(-клю.чения осевого смещепия слитков во вре.мя их транспортировки, тележка дополнительно снабжена щарнирно закрепленным на ее раме подъемным П-образным рычагом, копирным рычагом и трехплечим рычагом, два плеча которого взаимодействуют с П-образным рычагом, а третье соединено со штоком пневмоцклиндра и контактирует с копирпым рычагом, имеющим участки с переменным и постоянным радиусом и жестко
сидящим на общем валу с кантующими рычагами, при этом пневмоцилиндр выполнен в виде двух цилиндров с двумя поршнями разного диаметра, причем шток поршня меньшего диаметра входит в полость цилиндра
большего диаметра.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. jVe 311674, М. Кл. В 21В 39/20, 1971.
2. Авт. св.. Ль 128890, М. Кл. С 21D 9/08, 1960.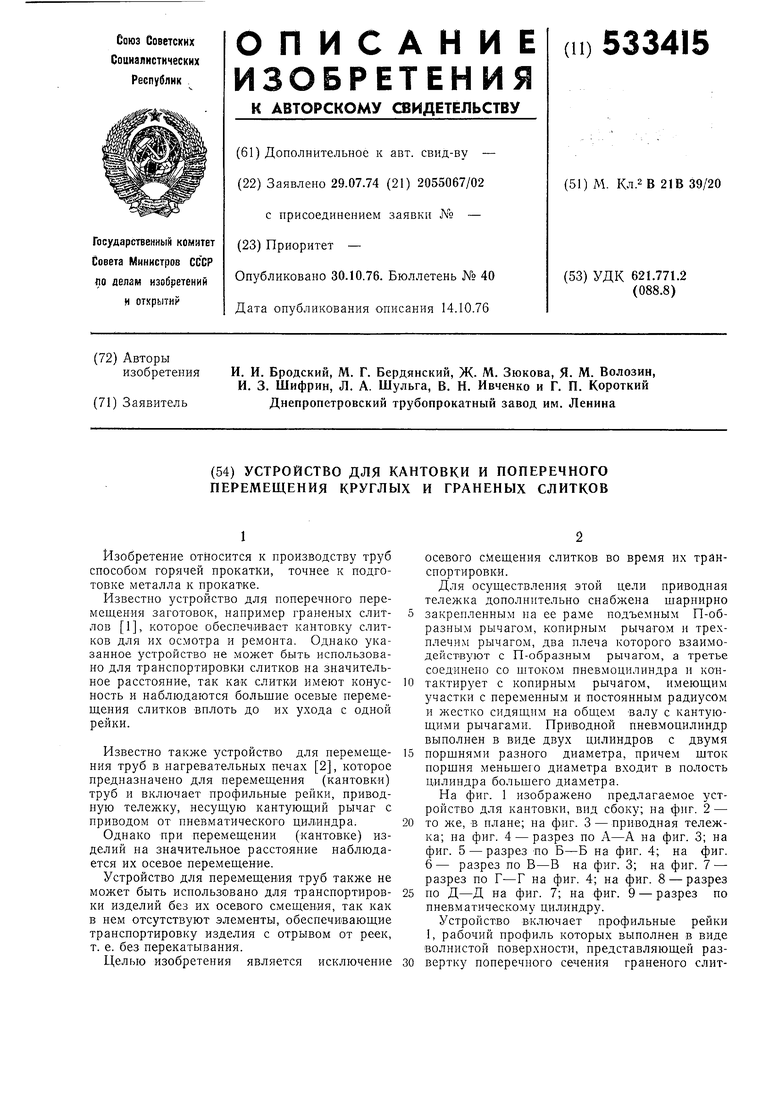
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Устройство для поперечной передачи проката, например, на отводящий рольганг | 1974 |
|
SU503607A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| Укладчик-кантователь листов | 1975 |
|
SU519241A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Кантователь длинномерного проката | 1984 |
|
SU1217518A1 |
| Слитковоз прокатного стана | 1991 |
|
SU1794519A1 |
| КАНТОВАТЕЛЬ КРИВОЛИНЕЙНЫХ И ПРЯМОЛИНЕЙНЫХ КВАДРАТНЫХ ЗАГОТОВОК | 1993 |
|
RU2038179C1 |
..
iiXi JZ iUi
В
iJ
A Фиг.з
г-г
