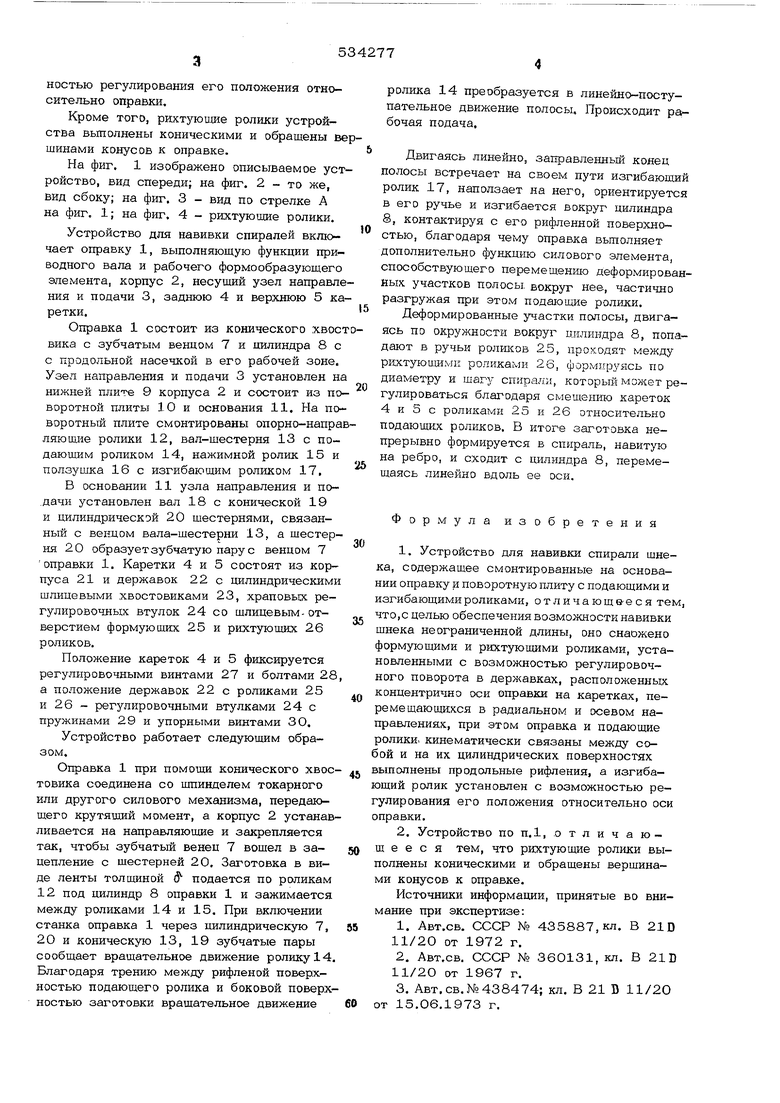
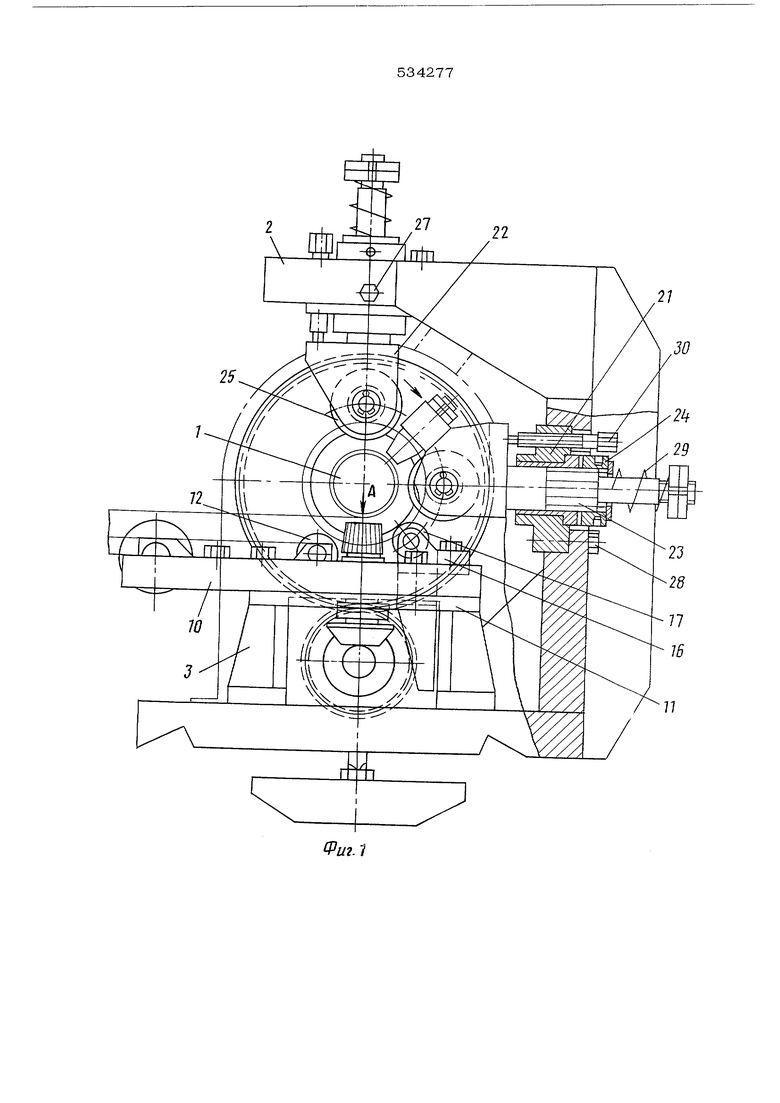
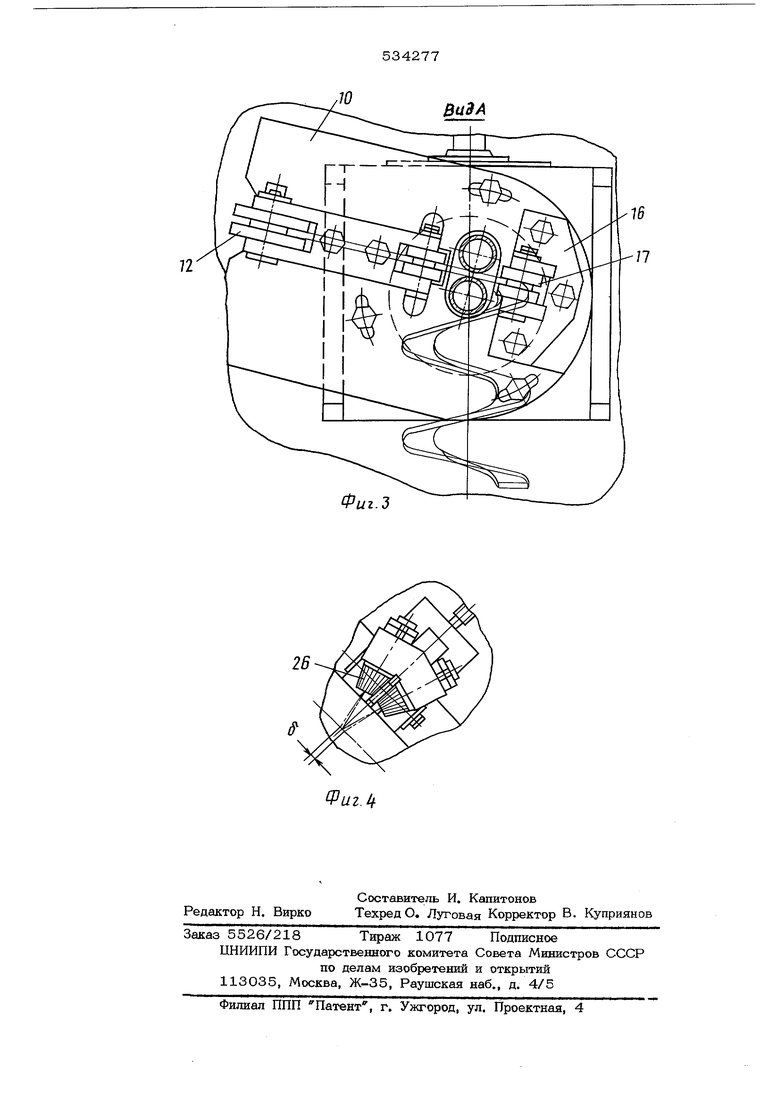
(54) УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ШНЕКА ностью регулирования его положения относительно оправки. Кроме того, рихтующие ролики устройства вьшолнены коническими и обращены ве шинами конусов к оправке. На фиг, 1 изображено описываемое уст ройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид по стрелке А на фиг, 1; на фиг, 4 - рихтующие ролики. Устройство для навивки спиралей включает оправку 1, выполняющую функции приводного вала и рабочего формообразующего элемента, корпус 2, несущий узел направле ния и подачи 3, заднюю 4 и верхнюю 5 ка ретки. Оправка 1 состоит из конического хвос вика с зубчатым венцом 7 и цилиндра 8 с с продольной насечкой в его рабочей зоне. Узел направления и подачи 3 установлен на нижней плите 9 корпуса 2 и состоит из по воротной плиты 10 и основания 11. На поворотный плите смонтированы опорно-напра ляющие ролики 12, вал-шестерня 13 с подающим роликом 14, нажимной ролик 15 и ползушка 16 с изгибающим роликом 17, В основании 11 узла направления и подачи установлен вал 18 с конической 19 и цилиндрической 20 шестернями, связанный с венцом вала-шестерни 13, а шестерня 20 образуетзубчатую парус венцом 7 оправки 1. Каретки 4 и 5 состоят из корпуса 21 и державок 22 с цилиндрическими шлицевыми хвостовиками 23, храповых регулировочных втулок 24 со шлицевым-отверстием формующих 25 и рихтующих 26 роликов. Положение кареток 4 и 5 фиксируется регулировочными винтами 27 и болтами 28 а положение державок 22 с роликами 25 и 26 - регулировочными втулками 24 с пружинами 29 и упорными винтами ЗО. Устройство работает следующим образом, Оправка 1 при помощи конического хвоетовика соединена со шпинделем токарного или другого силового механизма, передающего крутящий момент, а корпус 2 устанавливается на направляющие и закрепляется так, чтобы зубчатый венец 7 вошел в запепление с шестерней 20, Заготовка в виде ленты толщиной ( подается по роликам 12 под цилиндр 8 оправки 1 и зажимается между роликами 14 и 15. При включении станка оправка 1 через цилиндрическую 7, 20 и коническую 13, 19 зубчатые пары сообщает вращательное движение ролику 14. Благодаря трению между рифленой поверхностью подающего ролика и боковой поверхностью заготовки вращательное движение ролика 14 преобразуется в линейно-поступательное движение полосы. Происходит рабочая подача. Двигаясь линейно, заправленный конец полосы встречает на своем пути изгибающий ролик 17, наползает на него, ориентируется в его ручье и изгибается вокруг цилиндра 8, контактируя с его рифленной поверхностью, благодаря чему оправка вьтолняет дополнительно функцию силового элемента, способствующего перемещению деформированных участков полосы, вокруг нее, частично разгружая при этом подающие ролики. Деформированные участки полосы, двигаясь по окружности вокруг цилиндра 8, попадают в ручьи ролшсов 25, проходят между рихтующими роликами 26, формируясь по диаметру и шагу спирали, который может регулироваться благодаря смещению кареток 4 и 5 с роликами 25 и 26 относительно подающих роликов. В итоге заготовка непрерывно формируется в спираль, навитую на ребро, и сходит с цилиндра 8, перемещаясь линейно вдоль ее оси. Формула изобретения 1.Устройство для навивки спирали шнека, содержащее смонтированные на основании оправку и поворотную плиту с подающими и изгибающими роликами, отличающееся тем, что,с целью обеспечения возможности навивки шнека неограниченной длины, оно снаожено формующими и рихтующими роликами, установленными с возможностью регулировочного поворота в державках, расположенных концентрично оси оправки на каретках, перемещающихся в радиальном и осевом направлениях, при этом оправка и подающие ролики, кинематически связаны между соой и на их цилиндрических поверхностях ыполнены продольные рифления, а изгибащий ролик установлен с возможностью реулирования его положения относительно оси правки. 2,Устройство по п. 1, о т л и ч а юш е е с я тем, что рихтующие ролики выполнены коническими и обращены вершинами конусов к оправке. Источники информации, принятые во внимание при экспертизе: 1.Авт.св. СССР № 435887, кл. В 21D 11/20 от 1972 г. 2.Авт.св. СССР № 360131, кл. В 21D 11/2О от 1967 г. 3.Авт. св. №438474; кл. В 21 D 11/20 от 15.06.1973 г.
fPu2.7 П Фиг.Ъ ВаЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиралей шнеков | 1976 |
|
SU766721A1 |
| Устройство для навивки широкополосных спиралей шнеков | 1988 |
|
SU1532128A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Станок для изготовления труб | 1978 |
|
SU785042A1 |
| Устройство к токарным станкам для подачи длинномерных заготовок | 1982 |
|
SU1033264A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Устройство к токарному станку для навивки спирали шнека | 1972 |
|
SU438474A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
ifuz.i
