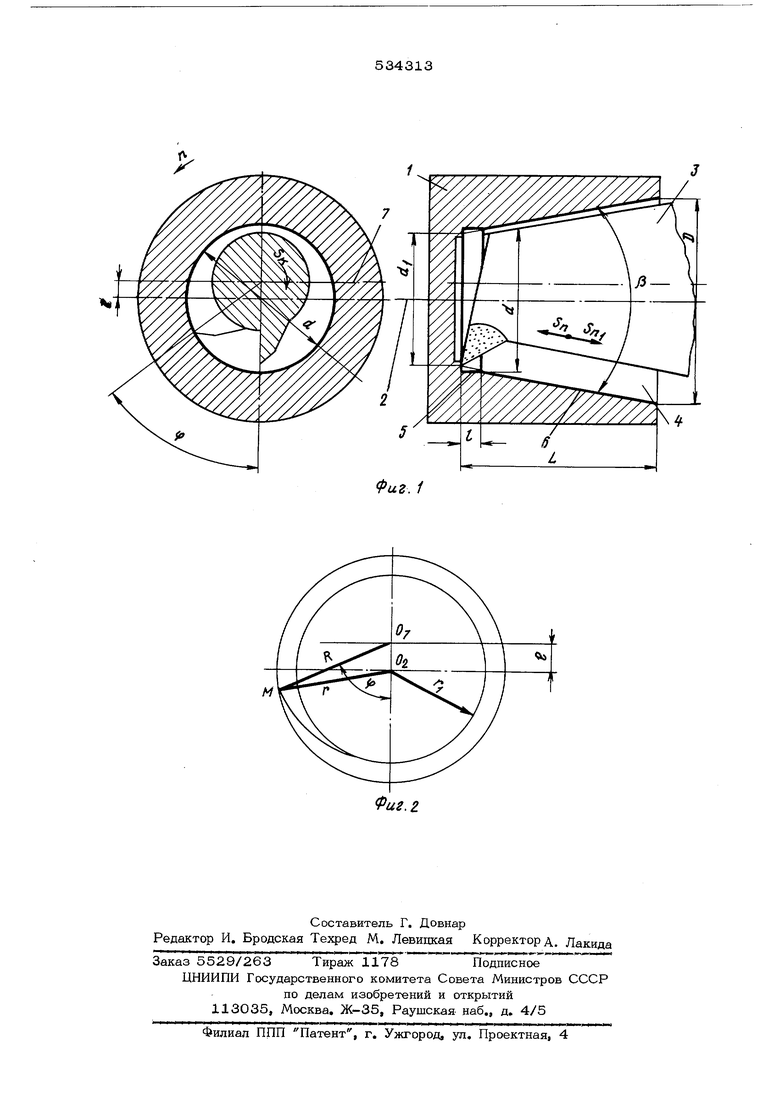
(54) СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ ОТВЕРСТИЙ В КОРПУСЕ КОНИЧЕСКОЙ ПАРЫ этом вершина резца врезается до диаметра d проточки 5, равного диаметру конуса на длине L - Р. {на длине Ь диаметр конуса равен А ). Ось 7 параллельна ос 2 и смещена относительно последней на ве личину е в сторону, противоположную образующей 6, После этого включают продольную пода чу S резца в сторону большого диаметра конуса и растачивают проточку 5, Так как чистота поверхности проточки может быть значительно ниже чистоты конус По окончании обработки проточки выклю чают врашекие корпуса и на ускоренном ходу выводят резец из отверстия. Посколь ку при этом резец настроен на малый диаметр с1 конуса, то его вершина не оставляет риски на обработанной поверхности. Продольную подачу может осуществлять не резец 3, как описано, а корпус 1, Для вывода формулы, по которой можно определить величину е , воспользуемся схемой на фиг. 2. Точка М представляет собой вершину резца, которая по дуге окружности радиуса R с центром в точке О у (ось 7 на фиг. 1) переходит с окружности радиуса r . на окружность радиуса г d /2 (центр этих окружностей - точка О , лежащая на оси 2 по фиг, 1) Из треугольника МО следует: R + е - ZR ecosc/ Принимая во внимание, что К-е+Р, получим после пре образований: 2« -cos(f e%2n(i-cosv;a-(,) OC Решив это уравнение и перейдя от радиусов окружностей к диаметрам, найдем: - , ) е4(Ч Т: - А а-де с1 - малый диаметр конуса в конце обработки, ...L-, D - большой диаметр конуса; К - конусность; L, - длина обработки (сумма длин конуса и проточки); d - диаметр проточки (малый диаметр конуса на длине L.- t ), D-K(L.-e); в. - длина проточки; Ц - угол поворота резца при врезании о с1, Формулой (2) пользуются для установления величины е по заранее выбранному углу поворота f , Для приближенного определения величины е в случае f 90° можно воспользоваться выражением: (5 ) Сместив ось поворота относительно оси вращения корпуса на величину е , рассчитанную по выражению (3), выводят вершиу резца с диаметра с1 на диаметр с1 регулировкой угла поворота , Формула изобретения Способ тонкого растачивания отверстий в корпусе конической пары, преимущественно крановой арматуры, без образования на поверхности конуса риски от вывода резца путем вращения корпуса вокруг оси, повернутой на угол, равный половине угла конуса, относительно направления продольной подачи резца, после окончания обработки конуса поворачиваемого вокруг оси, параллельной оси вращения корпуса, отличающийся тем, что, с целью повыщения качества обработки пары за счет растачивания конуса и соосной с ним проточки, расположенной за его малым диаметром, с одной установки корпуса, растачивают конус на длину, включающую длину проточки, затем, не останавливая вращения корпуса, сообщают резцу круговую подачу для врезания до диаметра проточки поворотом вокруг оси, смещенной с оси вращения корпуса в сторону, противоположную образующей конуса, параллельной направлению продольной подачи, после чего растачивают проточку на продольной подаче резца в сторону большего диаметра конуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тонкого растачивания отверстий в корпусе еонической пары | 1976 |
|
SU633672A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Расточная оправка | 1986 |
|
SU1414514A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Алмазно-расточной станок | 1976 |
|
SU654357A2 |