ляет от 5 до 10 циклов в минуту при скорости сварки от 7 до 15 м/час.
Предлагаемый способ позволяет решить задачу качественной сварки тавровых соединений, т. е. избежать образование подрезов и в то же время получить сварное соединение с полным проваром.
- Формула изобретения
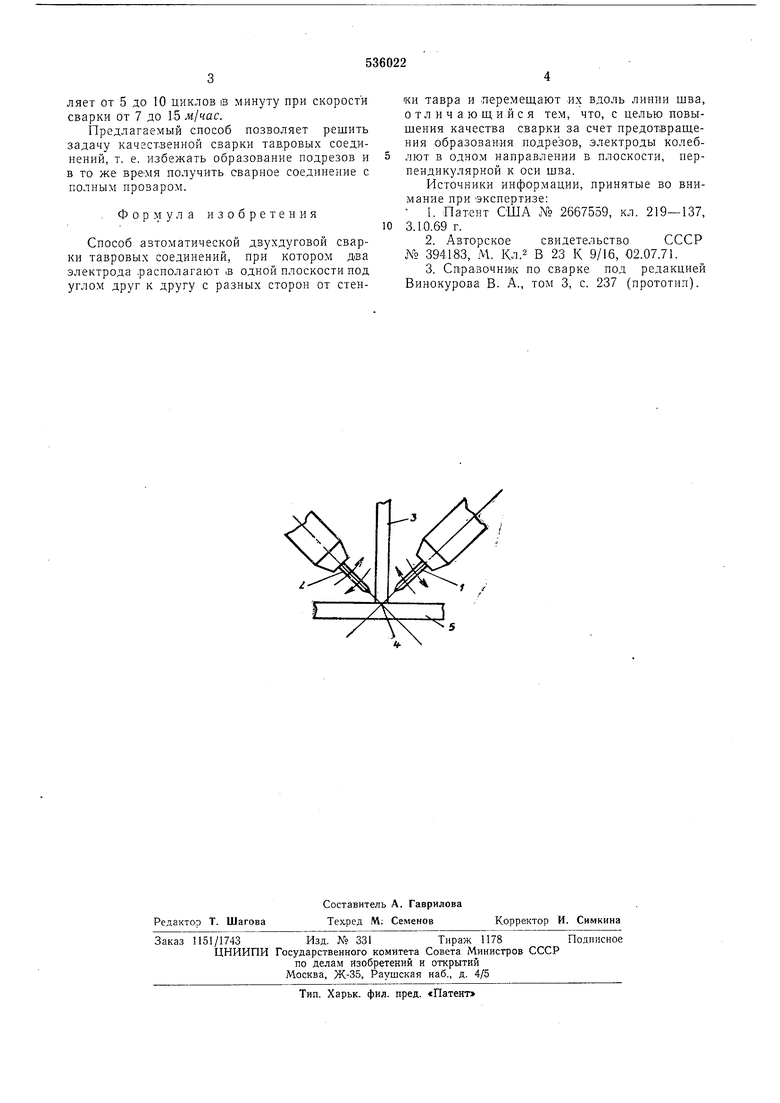
Способ автоматической двухдуговой сварки тавровых соединений, при котором два электрода .располагают .в одной плоскости под углом друг к другу с разных сторон от стен«и тавра и леремещают их вдоль линии шва, отличающийся тем, что, с целью повышения качества сварки за счет предотвраш,ения образования подрезов, электроды колеблют в одном направлении в плоскости, перпендикулярной к оси шва.
Источники информации, принятые во внимание при экспертизе:
1. Патент США N° 2667559, кл. 219-137, 3.10.69 г.
2.Авторское свидетельство СССР № 394,183, М. Кл.2 В 23 К 9/16, 02.07.71.
3.Справочни(к по сварке под редакцией Винокурова В. А., том 3, с. 237 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Устройство для одновременной сварки двух угловых швов | 1977 |
|
SU636064A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Способ контактной точечной сварки | 1978 |
|
SU706213A1 |
| Способ автоматической двухдуговой сварки тавровых соединений | 1981 |
|
SU1013165A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматической двухдуговойСВАРКи ТАВРОВыХ СОЕдиНЕНий | 1978 |
|
SU799926A1 |
| Способ сварки тавровых соединений | 1984 |
|
SU1199526A1 |
/ г
/«.
