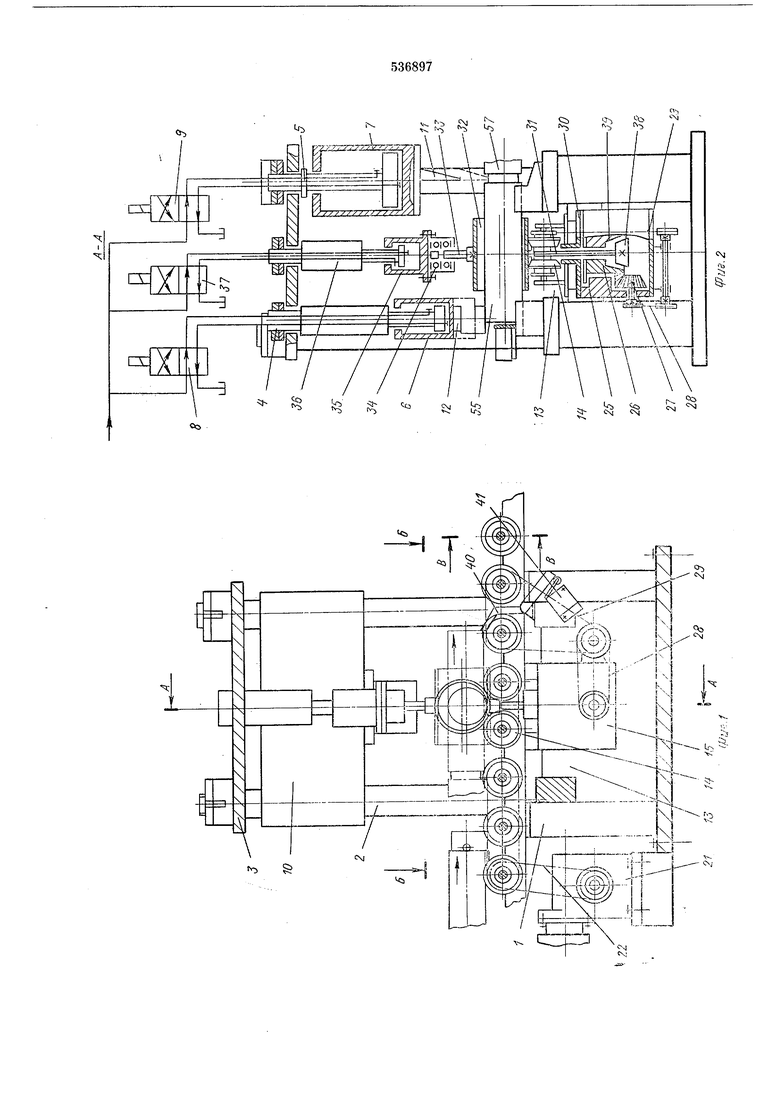
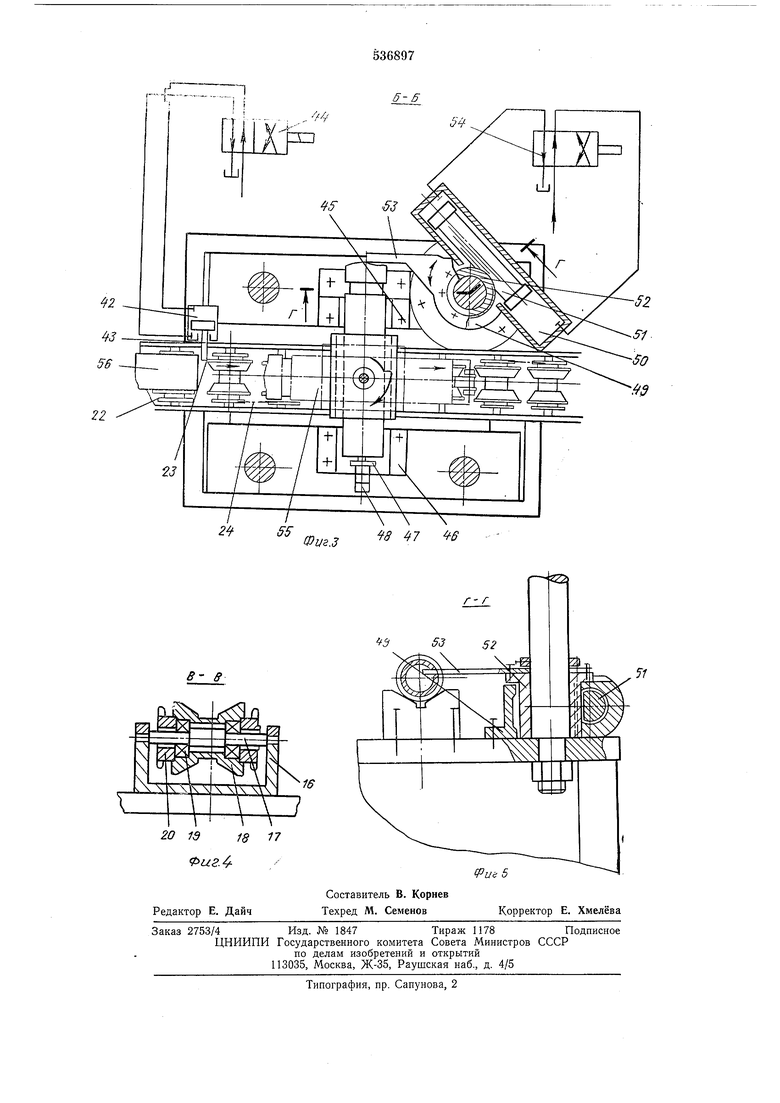
делителем 44. На станине установлены призмы 45 и 46 для отрезаемой детали и базовый упор 47 с концевым выключателем 48. Досылатель имеет корпус 49, в который встроены цилиндр 50 со штоком-рейкой 51 и втулка 52 с рычагом 53. Цилиндр 50 управляется распределителем 54. На чертеже показаны также детали 55 и 56, подлежащие отрезке, и обрубаемая прибыль 57.
Устройство работает следуюпдим образом.
Детали 55, 56 и т. д., движутся по рольгангу к рычагу 40. Деталь ,55 через рычаг 40 переключает концевой выключатель 41. Шток 43 цилиндра 42 останавливает деталь 56, а захват 32 цилиндром 35 снимает с роликов 18 деталь 55. По сцеплению полумуфт 38 и 39 захват 32 с деталью 55 поворачивается в горизонтальной плоскости иа угол 90°. Цилиндр 35 переключается и захват 32 с деталью 55 опускается. Деталь 55 кладется на призмы 45 и 46. Шток-рейка 51 цилиндра 50 поворачивает втулку 52, и рычаг 53 досылает деталь 55 до упора 47, с переключением концевого выключателя 48. Рычаг 53 возвращается в исходное положение. Цилиндры 6 и 7 опускаются, производя прижим детали 55 к призмам и обрубку прибыли 57. Цилиндры 6 и 7 возвращаются в исходное положение. Захват 32
подъемом цилиндра 35 снимает деталь 55 с призм. Сцеплением полумуфт 38 и 39 захват поворачивается на 90°. Цилиндр 35 опускается, и деталь 55 кладется на рольганг, который выносит ее из захвата.
Цилиндр 42 возвращается в исходное положение и к рычагу 40 перемещается очередная деталь 56. Цикл работы уст ройства повторяется.
Формула изобретения
Обрубное устройство, например, для надрезанных прибылей деталей типа валов, содержащее станину с рабочими призмами, прижимной и обрубной механизмы и досылатель заготовки до упора, отличающееся тем, что, с целью автоматизации процесса обрезки, оно снабжено рольгангом с подъемно-по воротным механизмом, размещенным между рабочими призмами, а досылатель выполнен в виде поворотного рычага, установленного на втулке, снабженной приводом.
Источники информации, принятые во внимание при экспертизе: 1. Авт. св. № 286473, кл. В 21j 13/08, 1969. (S; 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ облицовывания кромок щитовых деталей и устройство для его осуществления | 1988 |
|
SU1562140A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для ультразвуковой очистки деталей | 1985 |
|
SU1331596A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |