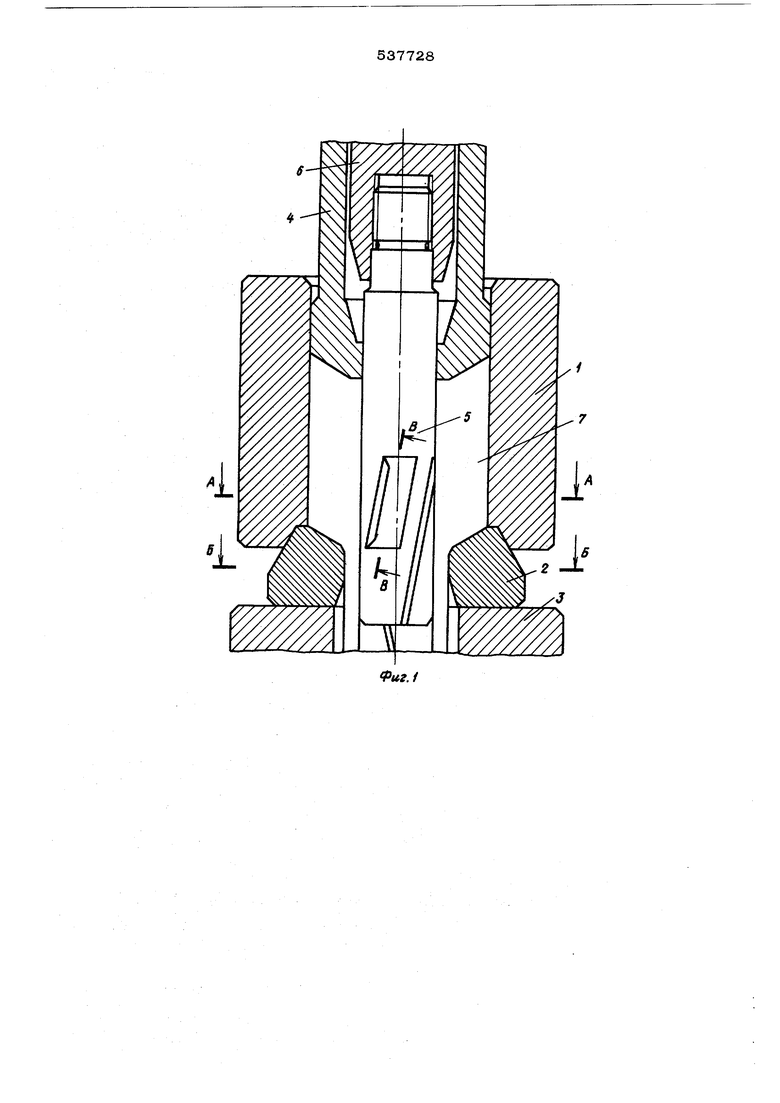
правлению и шагу спиральных ребер прессуе мой трубы. Пазы а и 5 начинаются в одном сечении иглы; при этом пазы а распространяются и на калибрующий участок иглы, который при прессовании располагается против калибрующего участка очка матрицы 2, а пазы б заканчиваются непосредственно перед калибрующим участком иглы. Количество, расположение, форма и размеры пазов d соответствуют количеству, расположению, форме и размерам ребер прессуемой трубы. Количество , расположение, форма и площадь поперечного сечения пазов б определяются для каждого конкретного случая из условий обеспечения надежного вращения металла заготовки, находящегося в очаге деформации, и отсутствия среза металла заготовки, находящегося в пазах иглы, а также по конструктивным соображениям. В конкретном примере на игле выполнены два симметричных отнснсительно пазов а дополнительных паза б и площадь их поперечного сечения значительно превьщшет площадь поперечного сечения пазов а. Глубина пазов б (см, фиг, 2, разрез по &-В) может быть либо постоянной, либо непрерывно уменьшаться в направлении матрицы. Устройство работает следующим образом. Перед началом прессования в контейнер 1 загружается исходная полая заготовка 7. Игла 5 вводится внутрь заготовки и устанавливается неподвижно относительно матрицы 2 таким образом, чтобы ее калибрующий участок находился против калибрующего участка очка матрицы. Затем пуансон 4 пер мещается к заготовке 7 и начинает воздействовать на нее усилием пресса. Заготовка 7 осаживается в контейнере, заполняет пазы а и б иглы 5 и вытесняется в зазор между матрицей 2 и иглой 5. Таким образо прессуется труба с внутренними спиральными ребрами. Благодаря наличию на игле 5 дополнительных спиральных пазов 5 обеспечивается устойчивое винтообразное течение металла в очаге деформации с щагом, соответствующим щагу пазов иглы. В результате обеспечивается прессование качественных труб с внутренними спиральными ребрами, в том числе с относительно малой площадью поперечного сечения: форма, размеры и щаг ребер трубы точно соответствуют форме, размерам и шагу пазов а иглы. При этом также исключается опасность отделения ребер от тела трубы. Формула изобретения Устройство для прессования труб с внутренними сшхральными ребрами, содержащее контейнер, соосно закрепленную на выходе из него матрицу и заходящую калибрующим участком в матрицу со стороны контейнера иглу, на боковой поверхности которой выполнены спиральные пазы, формующие ребра трубы, отличающееся тем, что, с целыо обеспечения возможности прессования качественных труб со спиральными ре&рами относительно малой площади поперечного сечения, на боковой поверхности иглы перед калибрующим участком ее вьшолнены дополнительные спиральные пазы с направлением и щагом спирали, соответствующими направлению и шагу спирали формующих пазов ее. Источники информации, принятые во внимание при экспертизе: 1. Материалы заявки № 2О90362/27 от 30.12.74 г.
/4- Л
б- б
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования труб с наружным винтовым оребрением | 1989 |
|
SU1690883A1 |
| Способ отделения внутренних ребер трубы от профильного участка иглы | 1973 |
|
SU507379A1 |
| Инструмент для прессования труб с наружными винтовыми ребрами | 1979 |
|
SU867446A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
| Способ томографии | 1985 |
|
SU1461408A1 |
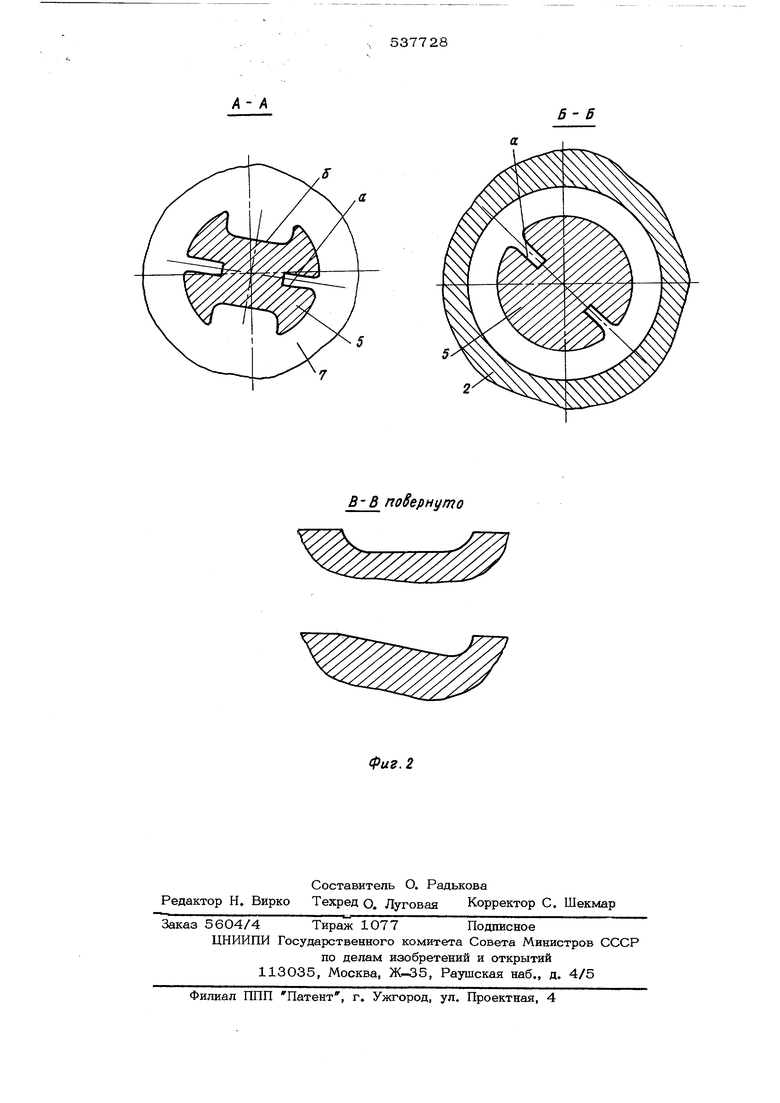
В-В повернуто
Фиг. 2
