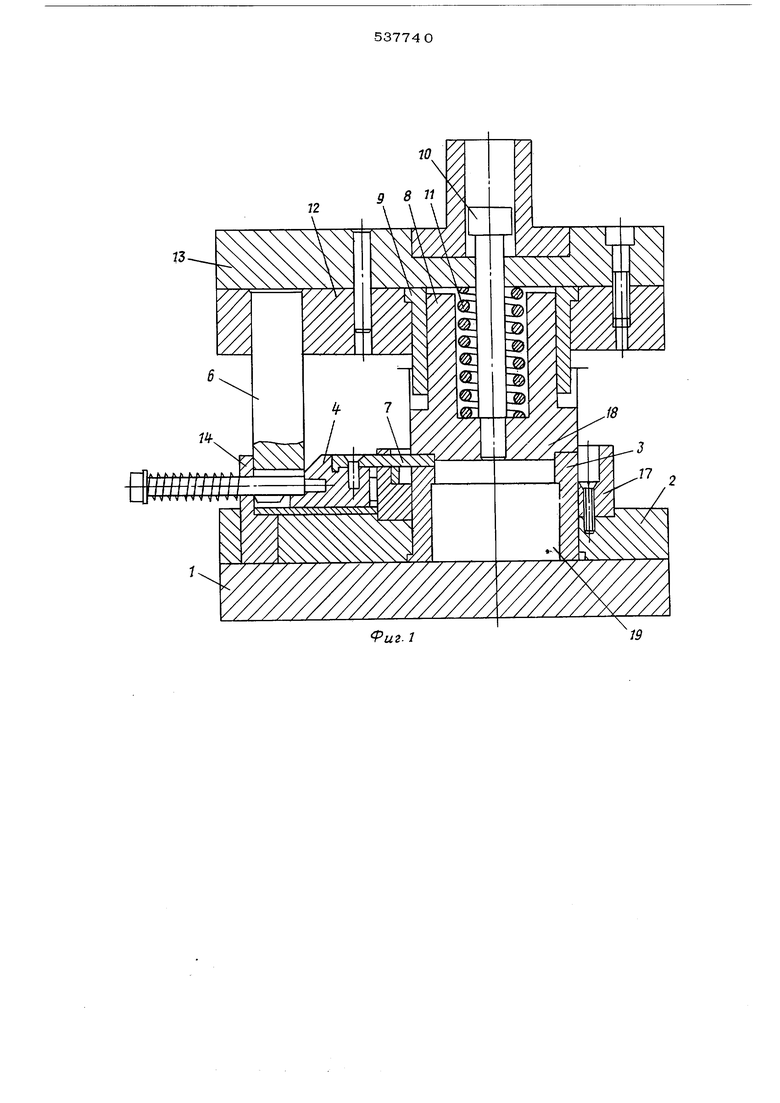
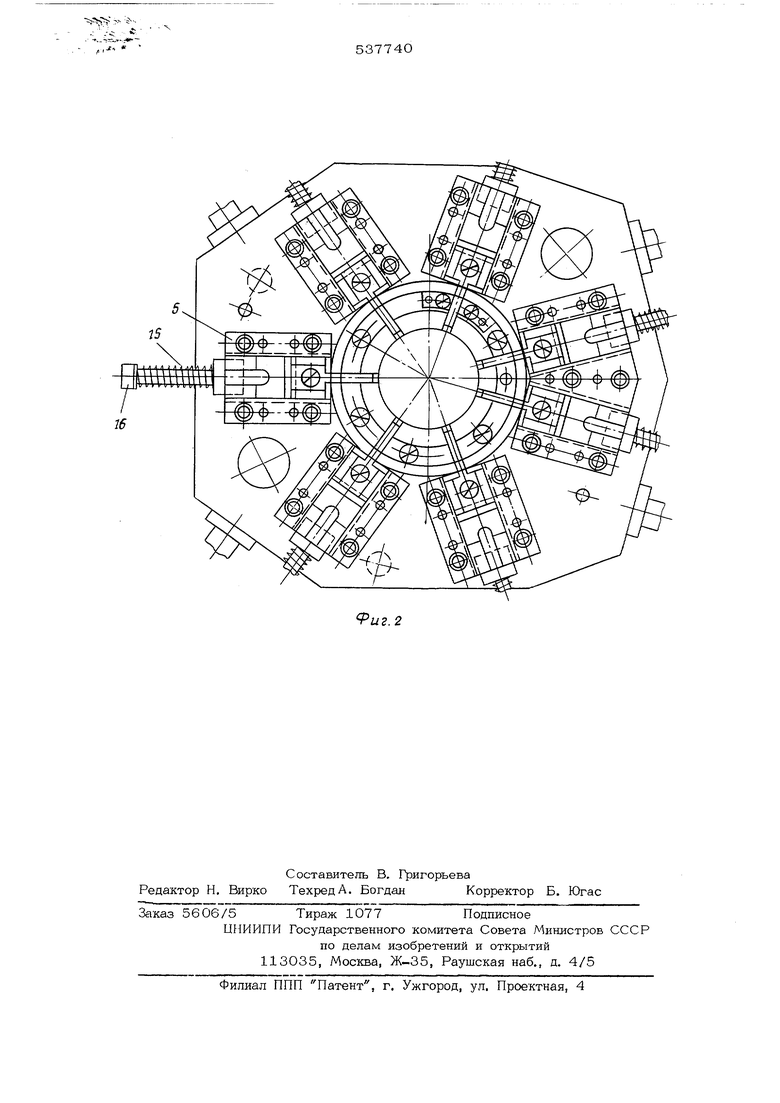
4, перемещаемых в направляющих 5 клинья ми 6, закреплены пуансоны 7. Часть 8 ма рицы, осуществляющая гибку, размещена во втулке 9 и крепится винтом 10, npoxoflsjщим через пружину 11, при помощи клинодержателя 12 к верхней плите 13. Клинья 6 также закреплены через клинодержателъ на верхней плите 13. На нижней плите 1 смонтированы упоры 14. Ползушки 4 подпр жинены пружинами 15, удерживаемыми вин- тами 16. Часть 3 матрицы перемещается в направляющих 17. Штамп работает следующим образом. При рабочем ходе пресса верхняя плита 13 с клинодержателем 12, втулкой 9, частью 8 матрицы перемещается по направлению к части 3 матрицы, входя своим кол цевым выступом 18 в центральную впадину 19 части 3 матрицы. При дальнейшем движении верхней плиты 13 часть 8 матрицы, осуществляющая гибку, остается неподвижной благодаря сжа тию пружины 11. Клинья 6 приводят в движение ползушки 4 с пуансонами 7, которые надрезают и отгибают язычки. Пуансоны 7 перемещаются в направляющих 17. При обратном ходе верхней плиты 13 пружины 15 перемещают ползущки 4 с пуансонами 7 до упоров 14, и отщтампованное изделие удаляется из щтампа. Формула Изобретения Штамп для надрезки и отгибки язычков в стенке полого изделия, содержащий оправку-матрицу, по меньшей мере один пуансон, связанный с подвижной плитой с возможностью перемещения в направлении, перпендикулярном оси оправки-матрицы, и неподвижную плиту, отличающийся тем, что, с целью повыщения качества изделий и возможности одновременного получения нескольких язычков, оправка-матрица выполнена разъемной в плоскости надрезки, одна часть оправки- матрицы закреплена на неподвижной плите, а другая часть подпружинена относительно верхней плиты, при этом оправка-матрица снабжена узлом относительной фиксации ее частей в виде выполненных в разных ее частях и взаимодействующих между собой по меньщей мере одного выступа и соответсвующей ему впадины. Источники информации, принятые во внимание при экспертизе: 1.В. Д. Корсаков, Спр)авочник мастера по штампам. Л., Машиностроение, 1972 г. стр. 47, таблица 2. 2.Звороно В. П. Альбом штампов холодной штамповки, ОНТИНКТП, М.-Л., Главная редакция машиностроительной и автотракторной литературы, 1938, стр. 93 фиг. 91 (прототип).
иг.1
7 - / - it
-- ,. .Г--
537740
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для изготовления свертных втулок | 1984 |
|
SU1248701A1 |
U2.2
