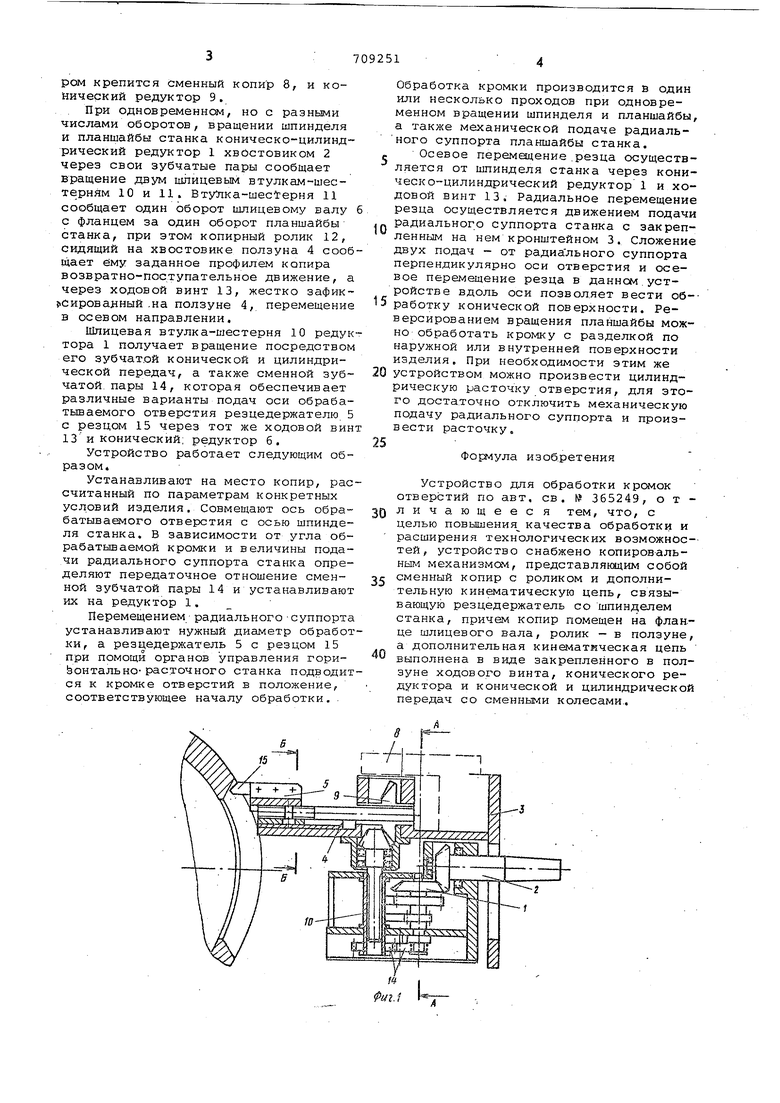
Изобретение относится к -области металлообработки и может быть ис.пользовано-,в частности, для обработ ки кромок отверстий. По основному авт. св. № 365249 известно устройство, устанавливаемо на планшайбе расточного станка, в к тором инструмент получает возвратно поступательное, согласованное с вра щательным движение посредством зубчато-кулисного механизма, что согласовывается только при взаимно пе ресекающихся осях на цилиндрической поверхности изделия. При обработке отверстий крупногабаритных тяжеловесных изделий предусмотрено ручное периодическое выдвижение резцедер-. жатёля с визуальным контролем.в прр , цессе обработки. Однако при толстостенном тяжеловесном изделии из-за большой длины образукяцей конуса кромки (фаски) затрудняется получение качественной обработки, Целью изобретения яйляется повышение качества обработки и расширение технологических возможностей устройства путем обработки кромок на различных криволинейных поверхностях изделий, например, на конусах (при непересекающихся осях изделия и обрабатываемого отверстия). -Это достигается тем, что предлагаемое устройство снабжено копировальным механизмом, представляющим собой сменный копир с роликом и дополнительную кинематическую цепь, связывающую резцедержатель со шпинделем станка, причем копир помещен на фланце шлицевого вала, ролик-в ползуне, а дополнительная кинаиатическая цепь выполнена в виде закрепленного в ползуне ходового винта, конического редуктора и конической и цилиндрической передач со сменными колесами. На фиг, 1 изображено описываемое устройство; на фиг, 2 разрез д-А на фиг, 1; на фиг. 3 разрез Б-Б на фиг, 1 , Устройство состоит из коническоцилиндрического редуктора 1, который крепится к планшайбе горизонтальнорасточного станка и имеет на входе хвоСтовик 2, жестко закрепляетиый в шпинделе станка. Кронштейн 3, смонтированный на радиальном суппорте планшайбы, имеет на себе ползун 4 с направляющими под резцедержатель 5, шлицевой вал 6 с фланцем 7, на котором крепится сменный копир 8, и конический редуктор 9.
При одновременном, но с разными числами оборотов, вращении шпинделя и планшайбы станка коническо-цилиндрический редуктор 1 хвостовиком 2 через свои зубчатые пары сообщает вращение двум шлицевым втулкам-шестерням 10 и 11. ВтуЛка-шес ерня 11 сообщает один оборот шлицевому валу 6 с фланцем за один оборот планшайбы станка, при этом копирный ролик 12, сидящий на хвостовике ползуна 4 сообщает ему заданное профилем копира возвратно-поступательное движение, а через ходовой винт 13, жестко зафик cиpoвa ный .на ползуне 4,, перемещение в осевом направлении.
Шлицевая втулка-шестерня 10 редуктора 1 получает вращение посредством его зубчатой конической и цилиндрической передач, а также сменной зубчатой пары 14, которая обеспечивает различные варианты подач оси обрабатываемого отверстия резцедержателю 5 с резцом 15 через тот же ходовой винт 13и конический; редуктор 6.
Устройство работает следующим образом.
Устанавливают на место копир, рассчитанный по параметрам конкретных условий изделия. Совмещают ось обрабатываемого отверстия с осью шпинделя станка, В зависимости от угла обрабатываемой кромки и величины подачи радиального суппорта станка определяют передаточное отношение сменной зубчатой пары 14 и устанавливают их на редуктор 1.
Перемещением/ радиального-суппорта устанавливают нужный диаметр обработки, а резцедерх атель 5 с резцом 15 при помощи органов управления гориёонтально- расточного станка подводится к кромке отверстий в положение, соответствующее началу обработки.
Обработка кромки производится в один или несколько проходов при одновременном вращении шпинделя и планшайбы, а также механической подаче радиального суппорта планшайбы станка. f Осевое перемацение .резца осуществляется от шпинделя станка через коническо-цилиндрический редуктор1 и ходовой винт 13. Радиальное перемещение резца осуществляется движением подачи
радиального суппорта станка с закрепленныг-1 на нем кронштейном 3. Сложение двух подач - от радиального суппорта перпендикулярно оси отверстия и осевое перемещение резца в данном.устройстве вдоль оси позволяет вести об-5 работку конической поверхности. Реверсированием вращения планшайбы можно обработать кромку с разделкой по наружной или внутренней поверхности изделия. При необходимости этим же
0 устройством можно произвести цилиндрическую расточку отверстия, для этого достаточно отключить механическую подачу радиального суппорта и произвести расточку.
Формула изобретения
Устройство для обработки кромок отверстий по авт. св. h 365249, о т Q личающеес я тем, что, с
целью повышения качества обработки и
расширения технологических возможное-тей, устройство снабжено копировальныА-1 механизме, представлякядим собой
5 сменный копир с роликом и дополнительную кинематическую цепь, связывающую резцедержатель со шпинделем станка, причем копир помещен на фланце шлицевого вала, ролик - в ползуне, а дополнительная кинематическая цепь
выпол 1ена в виде закрепленного в ползуне ходового винта, конического редуктора и конической и цилиндрической передач со сменными колесами..
-f(
8-В
v/ /////////
fSPui.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| ЗСЕСОКОяНАр"'""^ | 1973 |
|
SU365249A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1965 |
|
SU223566A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Шпиндельная бабка | 1987 |
|
SU1414504A1 |
| Головка строгальная | 1984 |
|
SU1172654A1 |

