(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАСТРУБОВ НА ТЕРМОПЛАСТИЧНЫХ ТРУБАХ
ми системой шарнирно соединенных между собой рычагов.
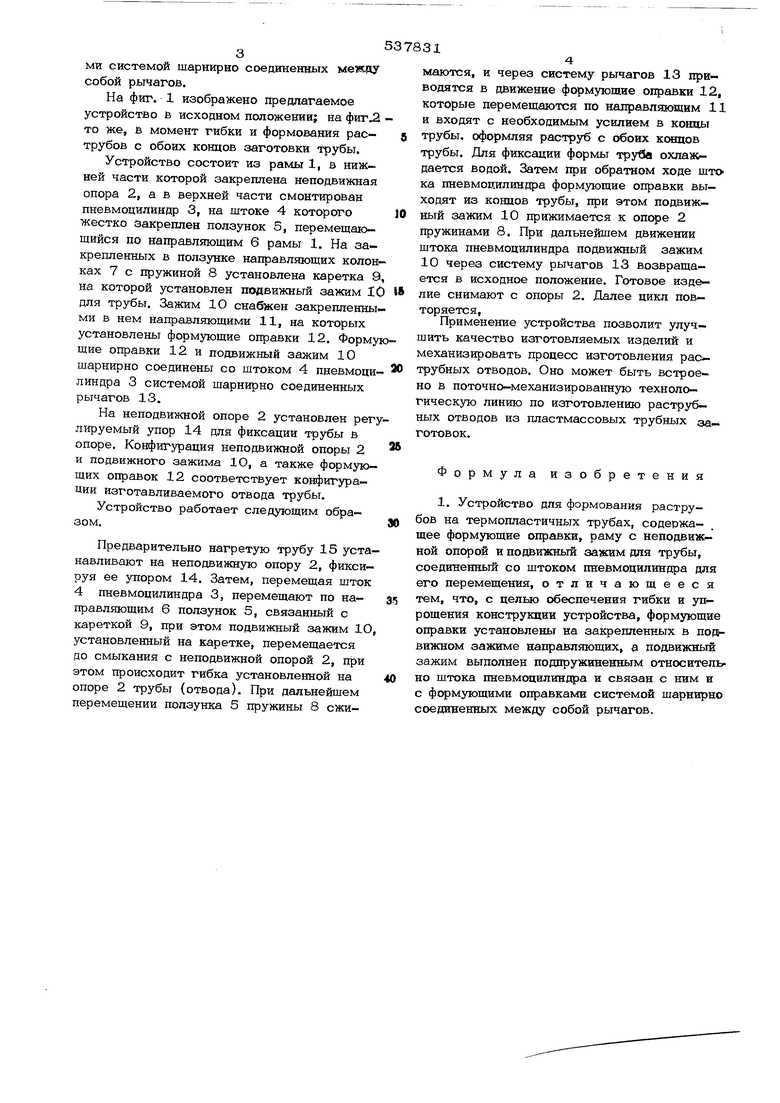
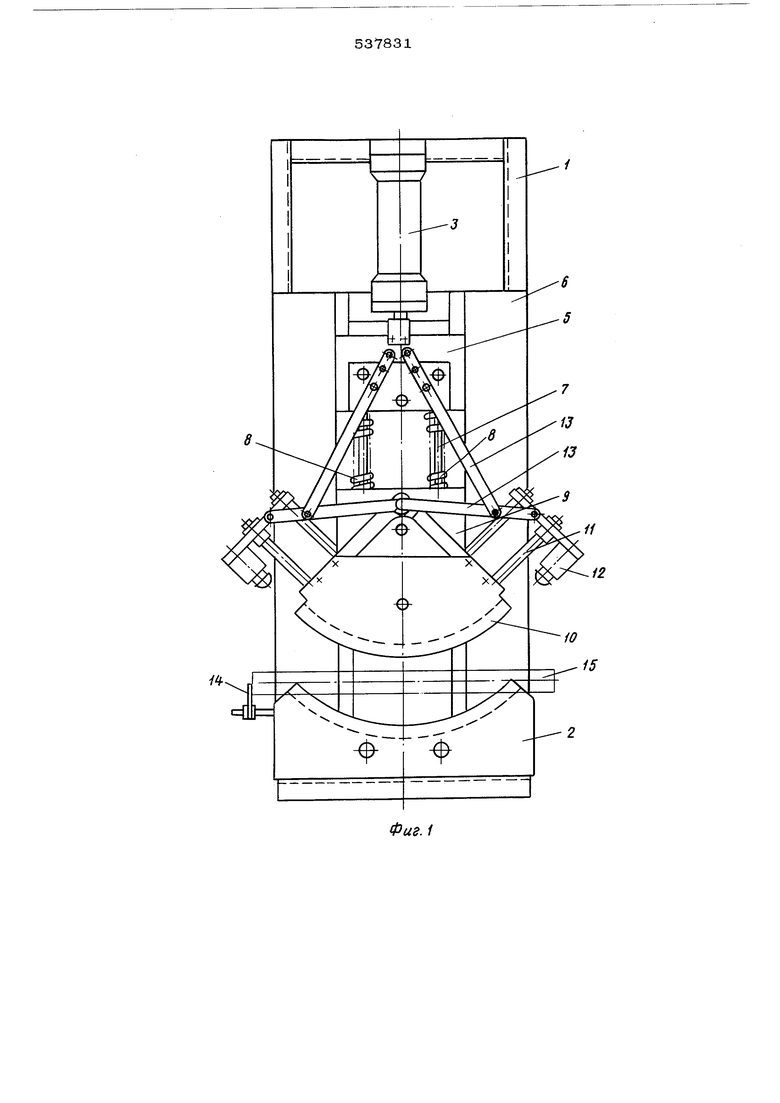
На фиг. 1 изображено предлагаемое устройство в исходном положении; на фигЛ то же, в момент гибки и формования раструбов с обоих концов заготовки трубы.
Устройство состоит из рамы 1, в нижней части которой закреплена неподвижная опора 2, а в верхней части смонтирован пневмоцилиндр 3, на штоке 4 которого жестко закреплен ползунок 5, перемещающийся по направляющим 6 рамы 1. На закрепленных в ползунке направляющих колонках 7 с пружиной 8 установлена каретка 9, на которой установлен подвижный зажим 10 для трубы. Зажим 1О снабжен закрепленны ми в нем направляющими 11, на которых установлены формующие оправки 12. Форму щие оправки 12 и подвижный зажим 10 шарнирно соединены со штоком 4 пневмоцилиндра 3 системой шарнирно соединенных рычагов 13. На неподвижной опоре 2 установлен рег лируемый упор 14 для фиксации трубы в опоре. Конфигурация неподвижной опоры 2 и подвижного зажима Ю, а также формующих оправок 12 соответствует конфигурации изготавливаемого отвода трубы. Устройство работает следующим образом. Предварительно нагретую трубу 15 устанавливают на неподвижную опору 2, фиксируя ее упором 14. Затем, перемещая шток 4 пневмоцилиндра 3, перемещают по направляющим б ползунок 5, связанный с кареткой 9, при этом подвижный зажим 10, установленный на каретке, перемещается до смыкания с неподвижной опорой 2, при этом происходит гибка установленной на опоре 2 трубы (отвода). При дальнейшем перемещении ползунка 5 пружины 8 сжимаются, и через систему рычагов 13 приводятся в движение формующие оправки 12, которые перемещаются по направляющим 11 и входят с необходимым усилием в концы трубы, оформляя раструб с обоих концов трубы. Для фиксации формы трубе охлаасдается водой. Затем при обратном ходе што ка пневмоцилиндра формующие оправки выходят из концов трубы, при этом подвижный зажим 10 прижимается к опоре 2 пружинами 8. При дальнейшем движении штока пневмоцилиндра подвижный зажим 10 через систему рычагов 13 возвращается в исходное положение. Готовое изделие снимают с опоры 2. Далее цикл повторяетсяПрименение устройства позволит улучшить качество изготовляемых изделий и механизировать процесс изготовления раструбных отводов. Оно может быть встроеНО в поточно-механизированную технологическую линию по изготовлению раструбных отводов из пластмассовых трубных заготовок. Формула изобретения 1. Устройство для формования раструбов на термопластичных трубах, содержащее формующие оправки, раму с неподвижной опорой и подвижный зажим для трубы, соединенный со штоком пкевмоцилиндра для его перемещения, отличающееся тем, что, с целью обеспечения гибки и упрощения конструкции устройства, формующие оправки установлены на закрепленных в подвижном зажиме направляющих, а подвижный зажим выполнен подпружиненным относительно штока пневмоцилиндра и связан с ним и с формующими оправками системой шарнирно соединенных между собой рычагов.