Предметом настоящего авторского свидетельства является подвесная сварочная шовная машина для электрической сварки внахлестку и встык листов с большой площадью, например, для сварки листов крыши вагона. Сущность изобретения заключается в том, что вся машина вместе с трансформатором и верхним контактным роликом подвешена к подвижной вдоль несущего и направляющего пути тележке посредством регулируемого эластичного(механического, пневматического, гидравлического и т. п.) приспособления, переносящего на тележку часть веса машины, избыточную сверх давления, необходимого для сварки.
Приспособление может быть выполнено в виде системы подвесных тяг и рычагов, которая или нагружена пружиной (или пружинами) или же связана с поршнями или поршнем пневматического или гидравлического цилиндра и стремится поднять машину. Корпус машины может быть снабжен эластично связанными с ним роликами, катящимися по свариваемому изделию и предназначенными для передачи всего или части Избыточного веса машины на это изделие.
Затем, с целью автоматич егкогорегулирования силы сварочного тока в зависимости от толщины свариваемых листов, в цепь первичной обмотки сварочного трансформатора машины может быть включен соленоид, реагирующий на изменения электрического сопротивления во вторичной (сварочной) цепи и служащий для переключения секций первичной обмотки трансформатора.
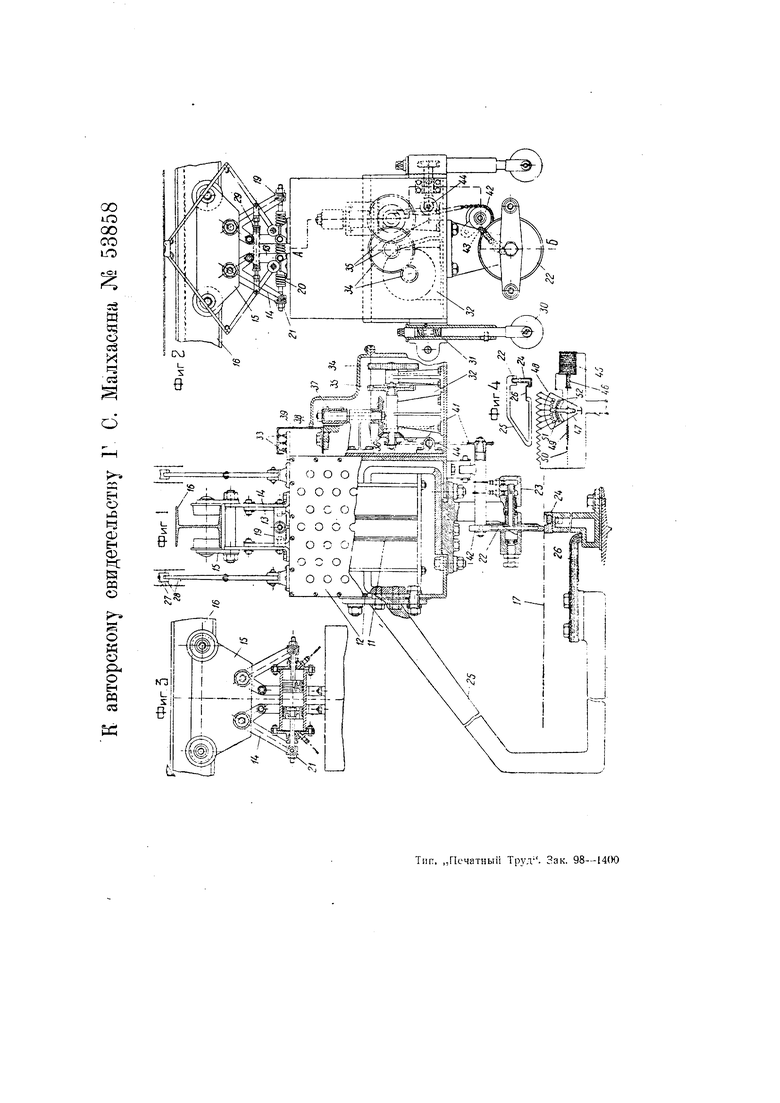
Сущность изобретения поясняется чертежом, на котором фиг. 1 изображает вид предлагаемой машины спереди с частичным разрезом по АБ на фиг. 2; фиг. 2-вид сбоку; фиг. 3- вариант подвески для машины; фиг. 4 - электрическую схему автоматического регулирования режима сварки при местных утолщениях материала.
Трансформатор // сварочной машины, помещенной в корпус 12 и прикрепленной через посредство тяг 13 и коленчатых рычагов 14 к тележке /5, может двигаться по двутавровому пути 16. Две системы одноосных коленчатых рычагов 14, попарно соединенных перекладинами 19, стягиваются между собой пружиной 20, натяжение которой может быть отрегулировано гайками 21. До тех пор, пока суммарная вертикальная составляющая усилий в тягах 13 от напряжения пружины 20 будет меньше веса подвижной части сварочной машины, сварочный ролик 22, имеющий фасонный подшипник 23, приболченный, в свою очередь, к нижней части корпуса трансформатора, будет давить на медную шину 24, входящую в цепь вторичной обмотки трансформатора.
Свариваемые листы 77 железа будут помещаться между медными роликами 22 и шиной 24. Таким образом, давление, необходимое для производства сварки, будет получаться, как разность между весом всей подвижной части трансформатора и давлением, испытываемым двутавровым путем 16 от тележки /5, причем эта разность может изменяться путем регулирования и натяжения пружины 20.
Для регулирования давления можно вместо пружины 20 установить цилиндр с одним или с двумя поршнями, причем роль пружины будет выполнять сжатый воздух, впускаемый в цилиндр (фиг. 3). Вместо, коленчатых рычагов 14 подвеску трансформатора можно осуществить на прямых рычагах, причем в этом случае натяжение пружины или давление воздуха или диаметр цилиндра должны быть больше.
Наружный контур вторичной обмотки трансформатора состоит из хобота 25, который через скользящий контакт 26, шину 24, ролик 22 и фасонный подшипник25 замыкает цепь вторичной обмотки трансформатора.
Наружный контур вторичной обмотки трансформатора может быть осуществлен (вместо хобота 25 и ролика 22) при помощи не показанных на чертеже двух установленных надлежащим образом друг за другом или параллельно сварочных роликов, которые через свариваемый металл 17 и нижнюю шину 24 будут замыкать цепь вторичной обмотки трансформатора. При этом, в случае установки сварочных роликов параллельно друг другу (к тому же, возможно, с регулируемым расстоянием между роликами), конфигурация нижней шины 2- должна быть соответственно изменена.
Таким образом, в случае первого варианта, шов будет провариваться два раза, а в случае второго варианта открывается возможность сваривать одновременно два параллельных шва.
Питание первичной обмотки трансформатора производится от двух протянутых параллельно пути движения машины проводов 27 через два скользящих токоприемника 28, прижимаемых к проводам 27 двумя пружинами 29.
В плоскости движения трансформатора впереди и позади сварочного ролика предусмотрены ролики 30, которыми может быть осуществлен прижим свариваемых листов спереди и сзади сварочного ролика. Сила прижима ролика 30 может быть отрегулирована пружиной 31 или давлением воздуха на ролик, если его сделать пневматическим. При этом понятно, что регулирование необходимого для сварки давления, помимо рычажнопружинного(гидравлического, пневматического) механизма 13, 14, 20, может осуществляться роликами 30 и пружинами 31, которые могут служить как для вспомогательного к механизму 13, 14, 20 регулирования давления, так и для самостоятельного регулирования.
В этом последнем случае пружина 20 должна быть заменена жесткой, но регулируемой по длине тягой с тем расчетом, чтобы сварочный ролик 22 при отсутствии роликов 30 и пружин 31 своей нижней частью опустился ниже верхнего уровня нижней шины 24.
Можно также, жестко подвесив трансформатор, укрепить сварочный ролик к трансформатору шарнирно с тем, чтобы необходимое для сварки давление можно было получать при помощи груза, могущего перемещаться в целях регулирования давления и закрепляться на рычаге, в свою очередь, прикрепленном к системе „шарнирсварочный ролик по принципу рычага второго рода.
Как указывалось выше, трансформатор может двигаться по двутавровой балке 76, установленной на колоннах из двутаврового железа.
Движение трансформатору сообщается от электрического двигателя 32,
питаемого от троллейных проводов 55. Через две пары цилиндрических зубчатых колес 34 и 35 через коническую пару 55 вращение передается цилиндрической зубчатке 57, катящейся по зубчатой рейке 55, укрепленной совместно со швеллером 39 на колоннах.
В свою очередь, от электрического двигателя через цилиндрические пары 34 и 55, цепную пару 41 и накатанный фрикционный ролик 42 вращение передается сварочному ролику 22. Ролик 42 прижимается к ролику 22 пружиной 43.
Звездочка 44 дает возможность регулировки расстояния между осями звездочек 4J, меняющегося по мере срабатывания сварочного ролика 22.
При сварке кровли сварной шов в основном будет иметь двойную толщину свариваемых листов. Однако, на шве будут также узлы, где толщина сварного шва будет иметь тройную толщину листов (стык трех листов). В целях получения надежного провара также в указанных узлах предусмотрена автоматическая регулировка режима сварки при местных утолщениях свариваемых материалов.
Принцип действия автоматической регулировки сводится к следующему (фиг. 4). При увеличении толщины свариваемых листов суммарное сопротивление в цепи вторичной обмотки трансформатора увеличивается, что влечет за собой уменьшение силы тока во вторичной, а следовательно, и в первичной обмотках трансформатора.
В цепь последней включен последовательно (например, через шунт) соленоид 45, сердечник 46 которого связан с контактным рычагом 47 переключателя 48 ступеней сварки. Рычаг 47 нагружен пружиной 49, неподвижный конец которой может быть закреплен в любом из отверстий 50. Перемещения рычага 47 ограничиваются упорами 5/, вставляемыми в отверстия 52 основания переключателя 48.
Нвтоматическая регулировка сварки происходит следующим образом. Пусть нормальная сварка должна производиться на четвертой ступени,а сварка
утолщений-на пятой ступени. Для производства указанной сварки упорные шпильки 5/ вставляются в отверстия, соответствующие третьей и шестой ступеням (фиг. 4), чем и ограничивается амплитуда колебаний рычага 47 в интервале четвертой и пятой степеней.
Пружина 49, путем укрепления ее конца в том или ином из отверстий 50, натягивается таким образом, чтобы сила натяга пружины уравновешивала силу, с которой втягивается сердечник в соленоид при сварке на четвертой ступени, при которой сваривается железо нормальной толщины.
Допустим теперь, что произошло утолщение свариваемого материала между сварочным роликом 22 и шиной 24.
В этом случае, как говорилось выше, ток в первичной обмотке, а равно и в соленоиде 45 уменьшится, что повлечет за собой уменьшение силы втягивания сердечника 46 в катушку. Пружина 49 переключит рычаг 47 на пятую секцию.
Ширина рычага 47 должна подбираться таким образом, чтобы при переключении первичная цепь не размыкалась.
Как только сопротивление во вторичной цепи уменьшится в результате перехода сварки от утолщения к нормальной толщине, сила тока в соленоиде увеличится, и рычаг 47 переключателя перейдет автоматически опять на четвертую ступень и будет держаться там до следующего утолщения.
Для охлаждения сварочного ролика 22, при желании избежать подводящего от водопроводной сети и отводящего нагретую воду резиновых шлангов, к сварочному трансформатору может быть прикреплен не показанный на чертеже радиатор с вентилятором автомобильного типа, чем можно будет создать замкнутую систему циркуляции охлаждающей ролик 22 воды.
При сварке значительных поверхностей из листов, например, при сварке кровли железнодорожных вагонов и т. п., для уборки сваренных листов может быть применен рольганг. Двутавровый путь 16 в этом случае подвешивается над рольгангом параллельно приемному валику последнего. Таким образом, предлагаемая машина перемещается при сварке параллельно указанному валику.
При более или менее значительной длине свариваемого (наращиваемого) полотна на другом конце рольганга, длина которого в этом случае может быть уменьшена против длины свариваемого полотна, может быть установлен съемный барабан, на который можно будет наматывать наращиваемое полотно кровли и т. п.
Для прижима свариваемых листов на рольганге могут быть применены особые поворотные прижимные рычаги, установленные в каретках, переставных вдоль приемного валика рольганга (или, что то же самое, вдоль шины 24) и закрепляемых в нужном месте. Все эти дополнительные элементы, как не входящие в конструкцию предлагаемой машины, на чертеже не показаны.
Предмет изобретения.
1. Подвесная сварочная шовная машина для электрической сварки внахлестну и встык листов с большой площадью, например, для сварки листов крыши вагона, отличающаяся тем, что вся машина вместе с трансформатором и верхним контактным роликом подвешена к подвижной вдоль несущего и направляющего пути тележке посредством регулируемого эластичного (механического, пневматического, гидравлического или т. п.) приспособления, переносящего на тележку часть веса машины, избыточную сверх давления, необходимого для сварки.
2.Форма выполнения машины по п. 1, отличающаяся тем, что приспособление выполнено в виде системы подвесных тяг и рычагов, нагруженных пружиной (или пружинами), стремящейся поднять машину.
3.Форма выполнения машины по п. 1, отличающаяся тем, что приспособление выполнено в виде системы подвесных тяг и рычагов, связанных с поршнями или поршнем пневматического или гидравлического цилиндра, стремящегося поднять машину.
4.Видоизменение машины по пп. 1-3, отличающееся тем, что корпус машины снабжен эластично связанными с ним роликами, катящимися по свариваемому изделию и предназначенными для передачи всего или части избыточного веса машины на это изделие.
5.Форма выполнения машины по пп. 1-4, отличающаяся тем, что, с целью автоматического регулирования силы сварочного тока в зависимости от толщины свариваемых листов, в цепь вторичной обмотки сварочного трансформатора включен соленоид, реагирующий на изменения электрического сопротивления во вторичной (сварочной) цепи и служащий для переключения секций первичной обмотки трансформатора.
оо
иГЗ ОО
со ю
5
о (и И
Ч ей
н о
J3
ч ф н ф и; В
CQ О
f
и о
РО
н pq л
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Машина для точечной сварки листов большой ширины | 1938 |
|
SU58492A1 |
| Аппарат для автоматической электродуговой сварки под слоем флюса заклепочных швов | 1948 |
|
SU78484A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |