1
Изобретение относится к металлургической промышленности, в частности к производству электросварных труб из штрипса.
Известна поточная линия для производства электросварочных труб, содержащая участок подготовки штрипса, участок формовки трубы, сварочный агрегат, калибровочный стан, устройство для разделения трубы на мерные длины.
Недостатком известной линии является необходимость возвратно-поступательного движения устройства для разделения трубы, что сдерживает повышение производительности всей поточной линии. Кроме этого, при больших скоростях сварки (выоле 60 м/мин) известные устройства для разделения дают большую неточность порезки трубы (до + 100 мм).
С целью повышения производительности работы и точности разделения труб в предлагаемой поточной линии устройство для разделения трубы на мерные длины выполнено в виде установленных на участке подготовки штрипса летучих , предназначенных для предварительного поперечного надрезания штрипса, а также размеш,енной за калибровочным станом многовалковой клети с валками, имеюшими возможность вращения вокруг трубы, при этом на валках выполнены ручьи для деформации трубы в пределах упругости и передачи крутящего момента, а между калибровочным станом и многовалковой клетью установлена дополнительная клеть.
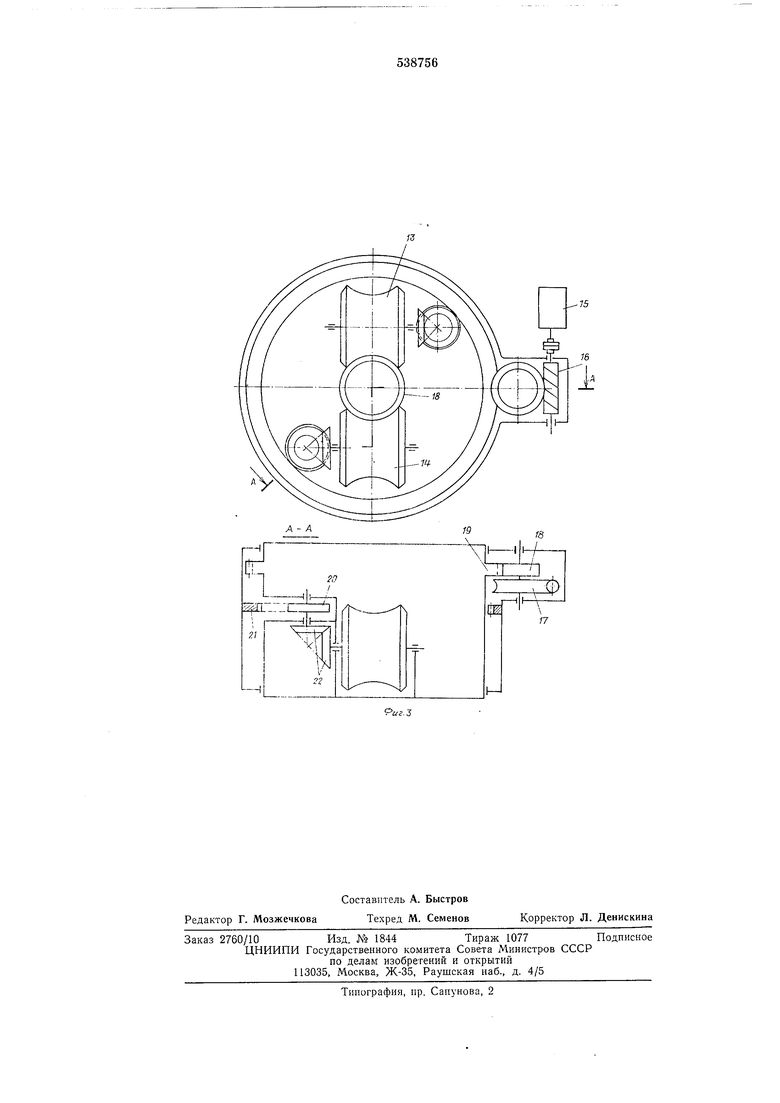
На фиг. 1 показана предлагаемая поточная линия, вид в плане; на фиг. 2 - схематическое изображение дополнительной клети, воспринимающей крутящий момент; на фиг. 3- схематическое изображение многовалковой
клети для скручивания трубы.
Поточная линия для производства электросварочных труб содержит участок подготовки штрипса 1 с летучими ножницами 2, выполняющими надрезы на штрипсе; участок формовки трубы 3, сварочный агрегат 4, калибровочный стан 5, дополнительную клеть 6 со сменными валками 7 и 8, ручьи которых имеют профиль 9, отличный от радиуса трубы 10, для деформации трубы в пределах упругости (положение 11) и увеличения крутящего момента, воспринимаемого валками 7 и 8, многовалковую клеть 12 для скручивания, состоящую из валков 13 и 14, имеющих такой
же профиль ручья, как и валки 7 и 8 дополнительной клети, установленные в корпусе клети, который приводится во вращение от двигателя 15 через червяк 16, червячное колесо 17, шестерни 18 и 19, шестерня 20, которая,
обкатываясь по шестерне 21, через пару конических шестерен 22 приводит во вращение валки 13 и 14.
После размотки и правки штрипс попадает в летучие ножницы 2, где специально заточенпые иожи с точностью до 0,5-1 мм по длине штрипса одповременно с двух сторон в процессе движения производят предварительные поперечные надрезы.
В дальнейшем производится формовка, сварка и калибровка трубы, которая имеет кольцевые надрезы, расположенные равномерного длине трубы.
Пройдя через дополнительную клеть 6, труба входит в многовалковую клеть 12 для скручивания, где захватывается беспрерывно вращающимися с определенной скоростью валками 13 и 14, которые, вращаясь совместно с клетью вокруг оси трубы, производят ее скручивание. Небольщое сплющивание трубы в месте соприкосновения с валками 13, 14 и 7, 8 способствует увеличению передаваемого крутящего момента.
Формула изобретения
Поточная линия для производства электросварных труб, содержащая участок подготовки щтрипса, участок формовки трубы, сварочный агрегат, калибровочный стан и устройство для разделения трубы на мерные длины, отличающаяся тем, что, с целью повыщения производительности работы и точности разделения, устройство для разделения трубы на мерные длнны выполнено в виде установленных на участке подготовки щтрипса летучих ножниц, предназначенных для предварительного поперечного надрезания щтрипса, а также размещенной за калибровочным станом многовалковой клети с валками, имеющими возможность вращение вокруг трубы, при этом на валках выполнены ручьи для деформации трубы в пределах упругости и передачи крутящего момента, а между калибровочным станом и многовалковой клетью установлена дополнительная клеть.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ МЕРНОЙ ДЛИНЫ | 2000 |
|
RU2185910C1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Способ производства толстостенных сварных труб | 1974 |
|
SU504577A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
75
