1
Изобретение относится к устройствам для автоматического управления правильными прессами.
Известно устройство для ориентации детали в правильном прессе, содержащее смонтированные на станине нриводные опоры для установки изделий и механизм для измерения прогиба, выполненный в виде трех датчиков с измерительными щупами, один из которых расположен в плоскости механизма правки, а два других - перпендикулярно плоскости, проходящей через ось правки.
Однако известное устройство не обеспечивает правку сильно изогнутых изделий из-за отсутствия контакта измерительных щупов с поверхностью выправляемого изделия, что снижает чувствительность устройства ориентации 1ПО углу поворота изделия относительно оси вращения.
Цель изобретения - обеспечение возможности правки сильно изогнутых изделий и повыщение точности ориентации изделий.
Для этого в предлагаемом устройстве механизм для измерения прогиба снабжен установленными перпендикулярно осям щупов и жестко связанными с ними направляющими линейками, контактирующими с поверхностью изделий, причем длина линеек выбрана больше радиуса выправляемого изделия и меньше его диаметра.
Использование линеек в датчиках обеспечивает контактирование измерительных щупов с поверхностью выправляемого изделия в точках, расположенных на горизонтальной и вертикальной прямых, проходящих через центр сечения изделия, независимо от величины изгиба изделия.
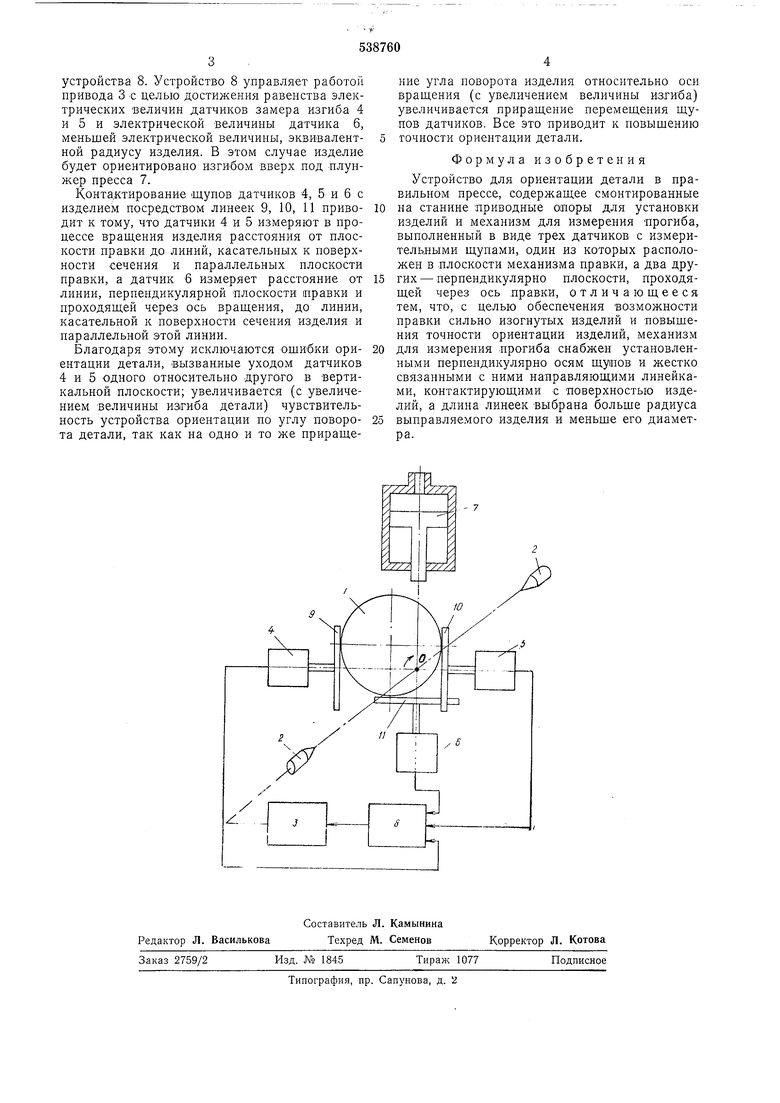
На чертеже изображено предлагаемое устройство.
Цилиндрическое изделие 1 (на чертеже указано его сечение) установлено в центрах 2, связанных с приводом 3 вращения изделия, и вращается относительно оси, образованной центрами (точка 0). По обе стороны от изделия установлены два датчика 4 и 5 замера изгиба. В плоскости правки установлен датчик 6 замера изгиба и плунжер пресса 7, обеспечивающий правку изделия. Выходы датчиков 4, 5 и 6 подключены ко входу устройства 8 управления приводом, а щупы датчиков снабжены линейками 9, 10 и 11, установленными перпендикулярно оси щупов.
Устройство для ориентации работает следующим образом.
Цилиндрическое изделие 1 зажимается центрами 2 и. вращается приводом 3. Перемещение щупов датчиков изгиба 4, 5 и 6, контактирующих с поверхностью вращающегося изделия через линейки 9, 10 и 11, преобразуются в электрические величины и подаются на вход
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки трубных заготовок | 1983 |
|
SU1138205A1 |
| Пресс для правки валов | 1978 |
|
SU770605A1 |
| Машина для правки труб и прутков | 1976 |
|
SU677787A1 |
| Устройство контроля прямолинейности образующей цилиндрической детали | 1990 |
|
SU1749697A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2096111C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| ПРАВИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2219008C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТРУБ | 2000 |
|
RU2186646C2 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| Пресс для правки профильных изделий | 1980 |
|
SU1011296A1 |
