1
Изобретение относится к области обработки металлов давлением, в частности к штампам для изготовления изделий из мерных трубных заготовок.
Известен штамп, содержащий смонтированный на основании револьверный диск с матричными гнездами, расположенными равномерно по окружности на одинаковом расстоянии одно относительно другого, а также закрепленный на верхней плите пуансон с углублениями, выполненными по форме торца обрабатываемой детали 1.
В известном штампе загрузка заготовок в гнезде револьверного диска производится вручную, что снижает -производительность и эффективность его использования.
С целью повышения производительности предлагаемый штамп снабжен устройствами для подачи и установки заготовок в матрицу, а также для съема и удаления из нее готовых деталей, выполненными с виде секторов с запрессованными в них направляющими трубками, на концах которых установлены иружинные зажимные кольца с механизмом разведения их, приводимым от верхней плиты, при этом секторы закреплены на верхней плите с возможностью вертикального перемещения относительно нее и пуансона посредством пружин.
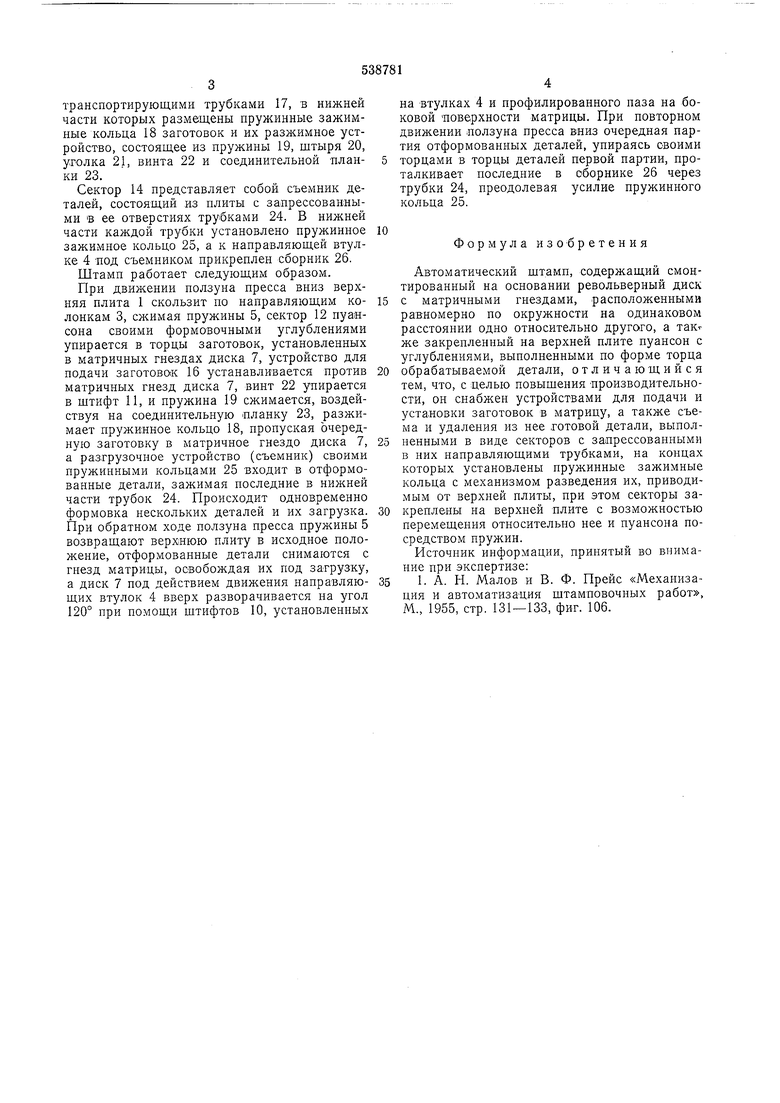
На фиг. 1 показан предлагаемый штамп, о-бщий вид; на фиг. 2-разрез по А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1.
Штамп состоит из верхней плиты 1 и основания 2, связанных между собой запрессованными в основании направляющими колонками 3, втулки 4 которых закреплены в верхней плите 1 и Подпружинены относительно основания пружинами 5. В основании 2 на подшипниках 6 установлен револьверный диск 7 с матричными гнездами 8, расположенными концентрично по окружности диска с постоянным шагом. Привод диска клинового типа, для чего на боковой поверхности диска выполнены профилированные -пазы 9, которые связывают диск с направляющими втулками 4 посредством штифтов 10. На поверхности диска кроме матричных гнезд, расположены штифты 11 для фиксации диска 7 с пуансоном (секторы 12, 13, 14), закрепленном на верхней плите 1. На секторе 12 пуансона имеются углубления, выполненные по форме торца готовой детали и концентрично расположенные.
Сектора 13 и 14 прикреплены к плите 1 винтами и подпружинены пружинами 15 с возможностью вертикального перемещения относительно верхней плиты и пуансона.
Сектор 13 иредставляет собой узел для подачи и установки заготовок 16 в матричные гнезда и состоит из плиты с запрессованными
транспортирующими трубками 17, в нижней части которых размещены пружинные зажимные кольца 18 заготовок и их разжимное устройство, состоящее из пружины 19, штыря 20, уголка 21, винта 22 и соединительной планки 23.
Сектор 14 представляет собой съемник деталей, состоящий из плиты с запрессованными в ее отверстиях трубками 24. В нижней части каждой трубки установлено пружинное зажимное кольцо 25, а к направляющей втулке 4 -под съемником прикреплен сборник 26.
Штамп работает следующим образом.
При движении ползуна пресса вниз верхняя плита 1 скользит по направляющим колонкам 3, сжимая пружины 5, сектор 12 пуаясона своими формовочными углублениями упирается в торцы заготовок, установленных в матричных гнездах диска 7, устройство для подачи заготовок 16 устанавливается против матричных гнезд диска 7, винт 22 упирается в щтифт 11, и пружина 19 сжимается, воздействуя на соединительную планку 23, разжимает пружинное кольцо 18, пропуская очередную заготовку в матричное гнездо диска 7, а разгрузочное устройство (съемник) своими пружинными кольцами 25 входит в отформованные детали, зажимая последние в нижней части трубок 24. Происходит одновременно формовка нескольких деталей и их загрузка. При обратном ходе ползуна пресса пружины 5 возвращают верхнюю плиту в исходное положение, отформованные детали снимаются с гнезд матрицы, освобождая их под загрузку, а диск 7 под действием движения направляющих втулок 4 вверх разворачивается на угол 120° при помощи штифтов 10, установленных
на втулках 4 и профилированного паза на боковой поверхности матрицы. При повторном движении ползуна пресса вниз очередная партия отформованных деталей, упираясь своими торцами в торцы деталей первой партии, проталкивает последние в сборнике 26 через трубки 24, преодолевая усилие пружинного кольца 25.
Формула изобретения
Автоматический штамп, содержащий смонтированный на основании револьверный диск с матричными гнездами, расположенными равномерно по окружности на одинаковом расстоянии одно относительно другого, а таКже закрепленный на верхней плите пуансон с углублениями, выполненными по форме торца обрабатываемой детали, отличающийся тем, что, с целью повышения производительности, он снабжен устройствами для подачи и установки заготовок в матрицу, а также съема и удаления из нее готовой детали, выполненными в виде секторов с запрессованными в них направляющими трубками, на концах которых установлены пружинные зажимные кольца с механизмом разведения их, приводимым от верхней плиты, при этом секторы закреплены на верхней плите с возможностью перемещения относительно нее и пуансона посредством пружин.
Источник информации, принятый во внимание при экспертизе:
1. А. П. Малов и В. Ф. Прейс «Механизация и автоматизация штамповочных работ, М., 1955, стр. 131 - 133, фиг. 106.
Фиг. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей | 1981 |
|
SU975153A1 |
| Автоматический штамп | 1977 |
|
SU716664A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| Устройство для штамповки деталей из штучных заготовок | 1985 |
|
SU1269898A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |


А-А
w / 0
22сриг.З
Узел
W
