Изобретение относится к области обработки металлов давлением, в частности к оборудованию для безоблойной штамповки поковок в разъемных матрицах.
Известен пресс-автомат для двусторонней штамновки в разъемных матрицах, содержащий установленные в направляющих станины и перемещающиеся в нлоскости разъема матриц один навстречу другому два приводных ползуна 1.
Известный пресс-автомат предназначен для штамповки в разъемных матрицах за один переход простых круглых в плане поковок или многонереходной штамновки поковок сложной конфигурации.
Цель изобретения - повышение производительности и обеспечение возможности штамповки сложных поковок с отростками за один рабочий ход.
Для этого предлагаемый пресс-автомат снабжен устройством для оказания противодавления течению металла в отростках матриц и механизмом предварительного сжатия матриц, выполненным в виде двух шарнирно соединеиных между собой рычагов, свободный конец одного из которых -связан с подвнжной разъемной матрицей, и расположенного в направляющих станины над подвижной разъемной матрицей регулировочного клина, связанного со свободным концом другого рычага, а также приводной нолзушкой, связанной посредством шатуна с осью соединения рычагов.
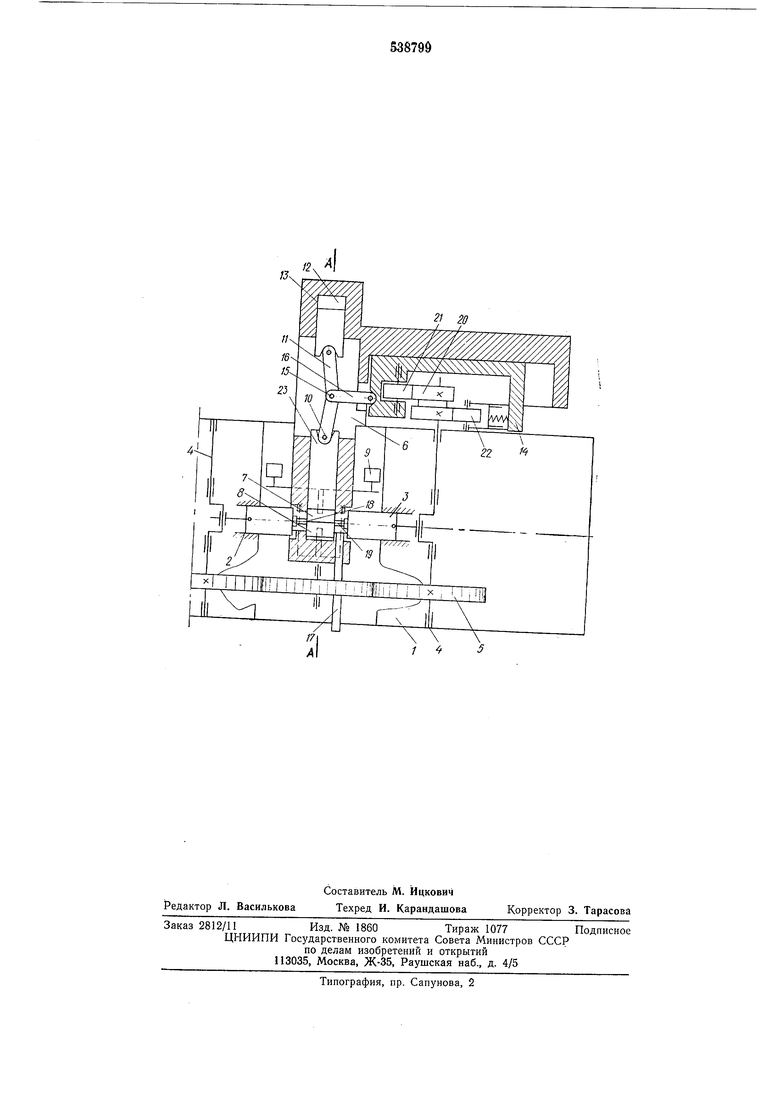
На чертеже изображена кинематическая схема -предлагаемого нресс-автомата.
Пресс-автомат содержит станину 1, в нанравляющих 2 которой установлены ползуны 3, связанные двумя коленчатыми вала-ми 4 с приводом 5 синхронизации хода ползунов, механизм 6 предварительного сжатия разъемных матриц 7, 8 и устройство 9 для оказания противодавления течению металла в полостях матриц, где формуются отростки поковки.
Механизм 6 предварительного сжатия матриц выполнен в виде двух шарнирно соединенных друг с другом рычагов 10, И, регулировочного клина 12, расположенного в направляющих 13 станины 1 над матрицей 7, и нолзушки 14.
Свободный конец рычага 10 связан с нодвижной матрицей 7, свободный конец рычага 11 - с регулировочным клнном 12, а ось 15 соединения рычагов 10, 11 связана с ползушкой 14 шатуном 16.
Па станине 1 установлен склиз 17 для подачи заготовки в рабочую зону пресса. Па ползунах 3 устадовлены пуансоны 18, 19.
Па одном из коленчатых валов 4, выведенном за боковую стенку станины 1, насажен кулачок 20, контактирующий с роликом 21
рабочего хода, установленным на ползушке 14, и с роликом 22 обратного хода, также установленным на ползушке 14 механизма 6 предварительного сжатия матрид.
Пресс-автомат работает следующим образом.
Нагретая исходная заготовка подается по склизу 17 к поворотной загрузочной руке (не показана), работающей синхронно с ползунами 3. Загрузочная рука подает заготовку на ось штамловки. В это время кулачок 20 набегает рабочим участком на ролик 21 рабочего хода механизма зажима 6 и перемещает ползушку 14 влево. Ползушка 14 с номощью идатуна 16 поворачивает рычаги 10, 11, которые становятся в одной плоскости А-А, переместив ползун 23, матрица 7 плотно прижимается к матрице 8 и фиксируется на ней. После зажима матриц ролик 21 выходит на участок выстоя кулачка 20 и контактирует с этим участком до окончания рабочего хода пуансонов 18, 19. Пуансон 19 заталкивает заготовку в отверстие сомкнутых матриц 7, 8. При соприкосновении заготовки с пуансоном 18 начинается ее деформирова«ие. В этот момент от командоаппарата пресс-а1втомата (на чертеже не показан) дается команда на включение устройства 9, которое обеспечивает противодавление течению металла в полости матриц, где формуются отростки штампуемой заготовки.
После штамповки пуа нсоны 18, 19 обратным ходом ползунов 3 выходят из матриц. Ролик 21 начинает контактировать с участком холостого хода кулачка 20, и ролик 22 отводит ползушку 14 вправо. Отключается устройство 9. Происходит разжим матриц н
выталкивание отштампованной поковки выталкивателями, связанными с ползуном 23. Поковка падает вниз, так как матрицы имеют вертикальный разъем, и пресс-автомат готов для повторения цикла. Поковки транспортером (на чертеже не показан) уносятся в тару.
Формула изобретения
Пресс-автомат для двусторонней штамповки в разъемных матрицах, содержащий установленные в направляющих станины и перемещающиеся в полости разъема матриц один на,встречу другому два приводных ползуна, отличающийся тем, что, с целью повыщения производительности и обеспечения возможности штамповки сложных цоковок с отростками за один рабочий ход, он снабжен устройством для оказания противодавления течению металла в отростках матриц, и механизмом предварительного сжатия матриц, выполненным в виде двух шарнирно соединенных между собой рычагов, свободный конец одного из которых связан с подвижной разъемной матрицей, и распололсенного в направляющих станины над подвижной разъемной матрицей регулировочного клина, связанного
со свободным концом другого рычага, а так-же приводной ползушкой, связанной посредством шатуна с осью соединения рычагов.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 150343, М. Кл.2 В 21J 13/02, 1961 г.
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Механический пресс | 1976 |
|
SU647137A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Пресс-автомат | 1977 |
|
SU703205A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| Горизонтально-ковочная машина | 1977 |
|
SU904859A1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |