12 сравнения формируется сигнал такой полярности, который приводит в движение шток исполнительного механизма 5 вверх, увеличивая тем самым приток металла в правом ручье и уменьшая его в левом ручье.
При увеличении уровня металла в правом ручье кристаллизатора ino отношению к левому сигнал с ГУМа 9 правого ручья превышает сигнал с ГУМа левого ручья, и поскольку полярность этого сигнала противололожная полярности сигнала с ГУМа, шток исполнительного механизма 5 перемеш,ается вниз, увеличивая приток металла в левом ручье и уменьшая его в правом ручье.
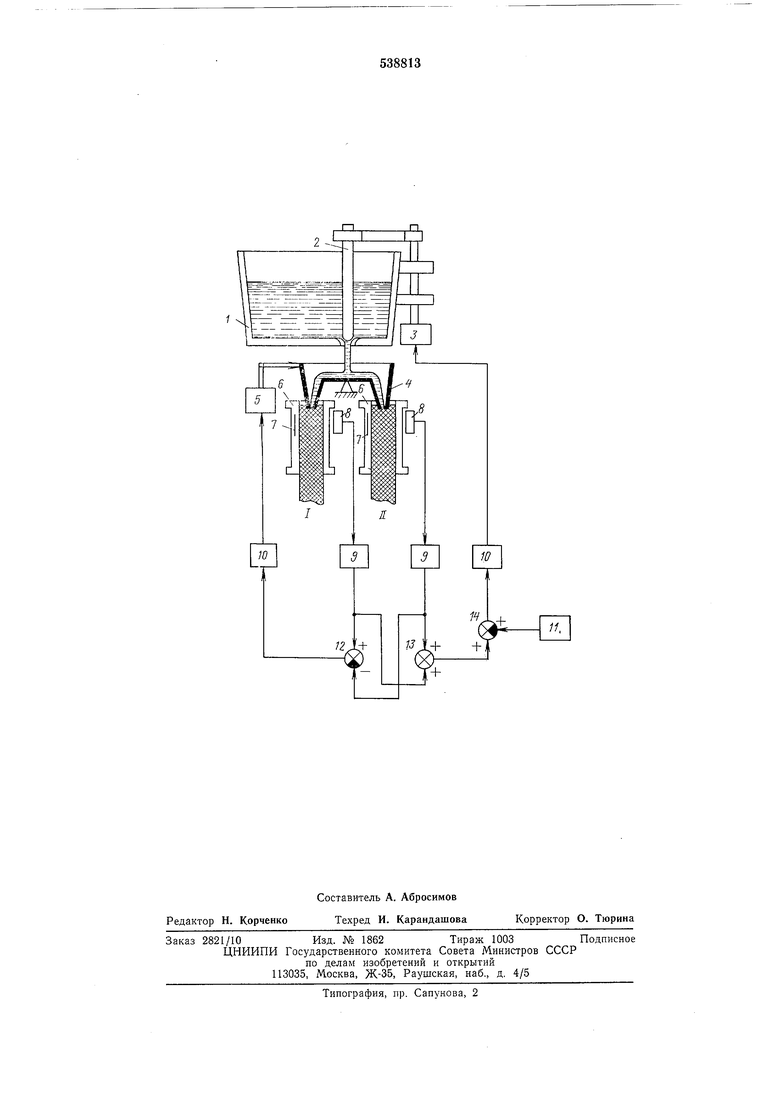
При равенстве уровней металла в ручьях кри1сталл«затора Сигналы с ГУМов раены, на выходе блока 12 будет нулевой сигнал, и шток исполнительного механизма 5 и бесстопорный промежуточный ковш 4 находятся в стабилизированном положении.
Для формирования сигнала, управляющего стопором сталераздивочного ковша, используются также сигналы, поступаюш,ие с ГУМов 9, только в этом случае берется их сумма. Сумма сигналов формируется блоком 13 сравнения, сравнивается -с сигналом задатчика 11 уровня на блоке 14 сравнения, подается на вход усилителя 10, усиливается и поступает на управляющие обмотки исполнительного механизма 3 стопора 2 сталеразливочного ковша 1.
Если уровни металла в обоих ручьях кристаллизатора одинаковы и соответствуют заданному задатчиком 11 уровню, то на входе усилителя 10 сигнал равен нулю и стопор 2 находится в неизменном положении. При увеличении уровня металла относительно заданного в любом ручье кристаллизатора сигнал с блока 13 сравнения превышает сигнал с задатчика 11 уровня и воздействует на исполнительный механизм 3 так, что стопор 2 прикрывается и расход металла уменьшается. При уменьшении уровня металла в каком-либо ручье кристаллизатора относительно заданного сигнал с блока 13 сравнения будет меньше сигнала с задатчика 11, что приводит к подъему стопора и увеличению расхода металла.
Таким образом, при устойчивой работе привода стопора сталеразливочного ковша обеспечивается автоматическое поддержание уровня металла в ручьях кристаллизатора. Поскольку привод промежуточного бесстопорного ковша не связан с сигналом задатчика уровня и поддерживает уровни металла в ручьях кристаллизатора одинаковыми независимо от их абсолютного значения, то этот
привод не оказывает влияния на работу привода сталеразливочного ковша, так же, как привод сталеразливочного ковша не оказывает влияния на работу привода бесстопорного промежуточного ковша. Этим достигается устойчивая работа системы в целом.
Формула изобретения
Система поддержания уровней жидкого металла в двухручьевом кристаллизаторе установки непрерывной разливки стали, содержащая датчик уровня металла в кристаллизаторе, соединенный через преобразователь, блок
.сравнения и регулятор с исполнительным механизмом, причем второй вход блока сравнения соединен с задатчиком, отличающаяся тем, что, с целью поддержания заданных и равных между собой уровней металла
в двух ручьях кристаллизатора, система дополнительно содержит два блока сравнения, преобразователь, усилитель и исполнительный механизм, причем входы каждого из дополнительиых блоков сравнения соединены с выходами преобразователей обоих ручьев кристаллизатора, выход одного из дополнительных блоков сравнения соединен с входом усилителя канала регулирования положения промежуточного ковша, а выход другого дополнительного блока сравнения соединен с блоком сравнения канала регулирования положения стопора.
Источники информации, принятые во внимание при экспертизе:
1. Б. И. Краснов «Оптимальное управление режимами непрерывной разливки стали. Металлургия, 1970, стр. 97.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулированияуРОВНя МЕТАллА B КРиСТАллизАТОРЕ | 1979 |
|
SU850286A1 |
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| Устройство для регулирования поло-жЕНия пРОМЕжуТОчНОгО КОВшА | 1978 |
|
SU818738A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Способ автоматического регулирования уровня металла в промежуточном ковше машины непрерывного литья заготовки и устройство для осуществления | 1987 |
|
SU1433634A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Система поддрежания уровня металла в кристаллизаторе установки непрерыной разливки стали | 1976 |
|
SU603489A1 |
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| Устройство для регулирования положения промежуточной воронки | 1984 |
|
SU1163972A1 |
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |