1
Изобретение относится к средствам автоматизации производственных процессов в металлургии ипредназначено для автоматического управления процессом непрерывной разливки металла. ,.
Известно устройство автоматического регулирования уровня металла в кристаллизаторе, содержащее датчик и задатчик уровня металла в кристаллизаторе, соединенные со входами регулятора, выход которого связан с исполнителыа ч « механизмом, перемещакицим стопор ковша I
Недостатком этого устройства является наличие двух последовательно соединенных интегрирукщих звеньев исполни- ,j тельный механизм и объект регулирования«()ггалеразливочный ковш-кристаллизатор, что существенно затрудняет обеспечение гстойчивости системы регулирования и ограничивает ее практическое менение. Кроме того, в этом устройстре не учитывается одно из основных возмущений - изменение уровня металла в стаперазливочном ков&ге от максимума
до нуля. Это имеет место прн непрерывной разливке металла непосредственно из разливочного ковща в кристаллизатор. При этом происходит ухудшение качества стабилизации уровня металла в кристаллизаторе, что ведет к нарушению процесса кристаллизации слитка.
Известно также устройство автоматичёского регулирования уровня металла в кристаллизаторе, где учитывается изменение уровня металла в ковше. Оно содержит датчик и задатчик уровня металла в кристаллизаторе, соединенные со входами регулятора, к другому входу которого через преобразователь подклю-
/чен датчик уровня металла в ковше, а выход регулятора связан с механизмом сгопора разливочного ковша 2.
Для реализации этого устройства необходима установка специальных датчиков уровня на сталеразливочном ковше, что вызывает дополнительные неудобства приобслуживании установки непрерывной разливки стали и, кроме
того, надежность существующих датчиков уровня на сталеразливочном ковше -в условиях цеха недостаточно высока, что понижает надежность всего устройства.
Наиболее близким к .предлагаемому по технической сущности и достигаемому результату является устройство автоматического регулирования металла в кристаллизаторе, содержащее последе- ю вательно соединенные эадатчик уровня металла в кристаллизаторе, 1-ый элемент сравнения, усилитель мощности, исполнительный гидроцшшндр и датчик положения, выход которого связан со 15 2-ым входом 1-го элемента сравнения, с 3-им входом которого соединен выход датчика уровня металла в кристаллизаторе З.
В этом устройстве для придания ус- 20 тойчивости системе регулирования используется отрицательная обратная связь по положению выходного штока исполнительного гидроцилиндра. Однако изменение расхода металла через пару сто- 25 пор.-стакан в процессе разливки металла вследствие изменения уровня металла в ковше не компенсируется. В результате уровень металла в кристаллизаторе поддерживается нестабильно, что ведет к 30 ухудшению качества слитка.
Цель изобретения - повьшение точности и надежности устройства автоматического регулирования уровня металла . в кристаллизаторе.35
Эта цель достигается тем, что устройство автоматического регулирования уровня металла в кристаллизаторе, содержащее датчик уровня металла, задат- чик металла, выход которых сое-40 динен со входом первого элемента сравнения, усилитель мощности, вход которого соединен с выходом первого элемента сравнения, а выход - с исполнительным гидроцилиндром выход гидроцилиндра 45 соединен с датчиком положения, а выход датчика положения соединен со входом первого элемента сравнения, дополнительно содержит последовательно соединенные датчик перепада давления 50 2-ой элемент сравнения, 1-ый блок коэффициентов, 3-ий элемент сравнения, 2-ой блок коэффициентов и нелинейный блок, выход которого подключен к управляющему входу усилителя мощности, а 55 вход датчика перепада давления связан со вторым выходом исполнительного гидроцилиндра, 1-ый блок смещения.
вьлсод которого соединен со 2-ым входом 2-ого элемента сравнения, 2-ой блок смещения и 4-ый элемент сравнения, 1-ый и 2-ой входы которого связаны с выходом датчика положения и вьпсодом 2-ого блока смещения соответственно, а выход - со 2-ым входом 3-его элемента сравнения.
Такое устройство дает возможность компенсировать возмущение, действующее на систему регулирования, т.е. компенсировать изменение расхода металла через пару стопор-стакан при изменении уровня металла в ковше в процессе разливки металла. Причем такое устррйство характеризуется высокой надежностью и простотой, так как для получения информации об уровне металла в ковше используется датчик перепада давления в исполнительном гидроцилиндре, которы обычно уже установлен, так как датчи ки перепада давления широко используются в следящих приводах с применением гидравлических исполнительных механизмов для коррекции систем регулирования с тем, чтобы система удовлетворяла требуемым показателям качества. Эти датчики встраиваются внутрь исполнительного механизма, не имея непосредственной связи со сталеразливочным ковшом, наполненньв1 расплавленш 1м металлом.
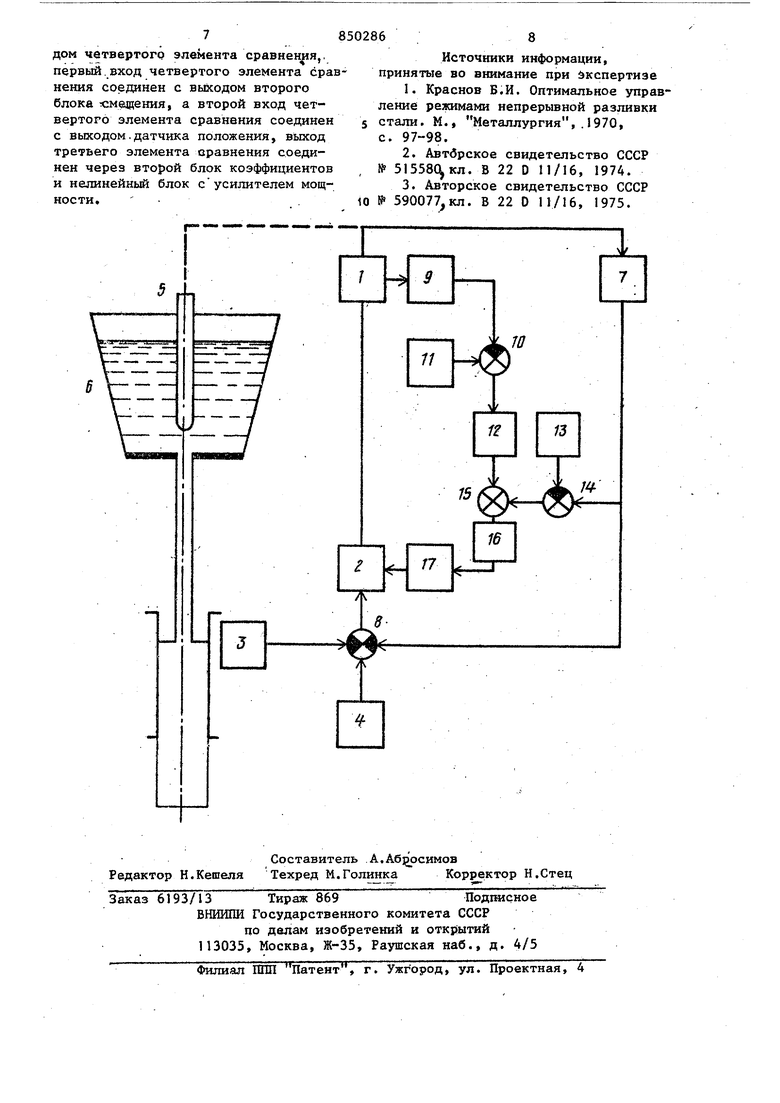
На чертеже изображена структурная схема устройства.
Устройство содержит исполнительный гидроцилиндр , усилитель 2 мощности, датчик 3 уровня металла в кристаллизаторе, задатчик 4 уровня металла в кристаллизаторе, стопор 5, сталеразливочный .ковш 6, датчик 7 положения, эле- . мент 8 сравнения, датчик 9 перепада давления элемент 10 сравнения, блок 11 смещения блок 12 коэффициентов, блок 13 смещения, элемент 14 сравнения , элемент 15 сравнения, блок 16 коэффициентов нелинейный блок 17.
Устройство работает следующим образом.
Исполнительный гидроцилиндр 1 управляемый усилителем 2 МО1ЦНОСТИ, в зависимости от рассогласования между датчиком 3 уровня металла -в кристаллизаторе и задатчиком 4 уровня металл :ла в кристаллизаторе перемещает стопор 5 сталеразливочного ковша 6 до тех пор пока сигнал с выхода датчика 7 положения не скомпенсирует на 5 элементе 8 сравнения это рассогласование. Усилие, развиваемое исполнительны гидроцилиндром, определяется выражениемьт сг |ес бмт сила инерции; активная площадь гидроцнлнндра;перепад давления на порш не гидроцилиндра; сила вязкого трения; сила сухого трения; сила веса стопора; выталкивающая сила, действующая на стопор в жид ком металле. При работе в стационарном режиме .т - РСТ так w: u . Ч- (Н - h), где площадь поперечного сечени суопора; высота уровня -металла в ковше; высота конца стопора над уровнем стакана сталеразливочного ковша, то - удельный вес расплавленного металла. Так как высота стопора над уровне стакана определяется положением шток исполнительного гидроцилиндра, т.е. - b, где X - положение штока исполнительного гидроцилиндра, Ь - кон , то. Расход металла через, пару стопорстакан определяется выражением д «lltfed f 2gH , h, где коэффициент расхода; d - диаметр разливочного стака gf - ускорение силы тяжести, и для поддержания постоянного расход необходимо изменять коэффициент усил ния усилителя мощности обратно пропорционально . Сигнал с датчика 9 перепада давле НИН, пропорциональный величине F&P с обратным знаком суммируется с сигн 6 ЛОМ, соответствующим P-gj, , снимаемым с блока 11 смещения, проходит через блок 12 коэффициентов с коэффициентом, пропорциональным /TJf , и на элементе 15 сравнения с ним суммируется сигнал, пропорциональный величине х - b , полученный с выхода датчика 7 положения и блока 3 смещения на элементе 14 сравнения. Далее он проходит через блок 16 коэффициентов с коэффициентом,; пропорциональным величине 2д , и нелинейный блок 17, ВЫПОЛНЯЮ1ЦИЙ операции извлечения квадратного корня. В результате получается , пропорциональный величине. V 2дН, который управляет коэффициентом усиления усилителя 2 мощности, поддерживая неизменным коэффициент усиления прямого тракта системы регулирования уровня металпа в кристаллизаторе при изменении уровня металла в стаперазливочном ковше, чем достигается noBbmieHrfe точности поддержания Уровня металла в крис-, таллизаторе и надежность работы iустановки непрерывной разливки металлов. Формула изобретения Устройство автоматического регулирования уровня металла в кристаллизаторе, содержащее датчик уровня металла, задатчик уровня металла, выход которых соединен со входами первого элемента сравнения, усилитель мощности, вход которого соединен с выходом первого элемента сравнения, а выход - с исполнительным гндроцилиндром, выход гидроцилиндра соединен с датчиком положения, а выход датчика положения соединен со входом первого элемента сравнения, отличающееся тем, ЧТО, с целью повьш1ения точности И 11адёжности, оно дополнительно содерсит датчик перепада давления, два блока смещения, три элемента сравнения, два блока коэффициентов, нелинейный блок, причем датчик перепада давления соединен с первым входом второго элемента сравнения, второй вход которого соединен с первым блоком смещения, а выход второго элемента сравнения соединен со входом первого блока коэффициентов, выход первого блока коэффициентов соединен с первым ходом третьего элемента сравнения. второй же вход его соединен с выхо
| название | год | авторы | номер документа |
|---|---|---|---|
| Система поддержания уровней жидкого металла в двухручьевом кристаллизаторе установки непрерывной разливки стали | 1975 |
|
SU538813A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе | 1974 |
|
SU515580A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
| Система поддрежания уровня металла в кристаллизаторе установки непрерыной разливки стали | 1976 |
|
SU603489A1 |
| Устройство для управления уровнем металла в кристаллизаторе установки непрерывной разливки стали | 1982 |
|
SU1052317A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Способ регулирования уровня металлаВ КРиСТАллизАТОРЕ | 1979 |
|
SU829327A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
