(54) ДВУХСТОРОННИЙ РАСТОЧНОЙ СТАНОК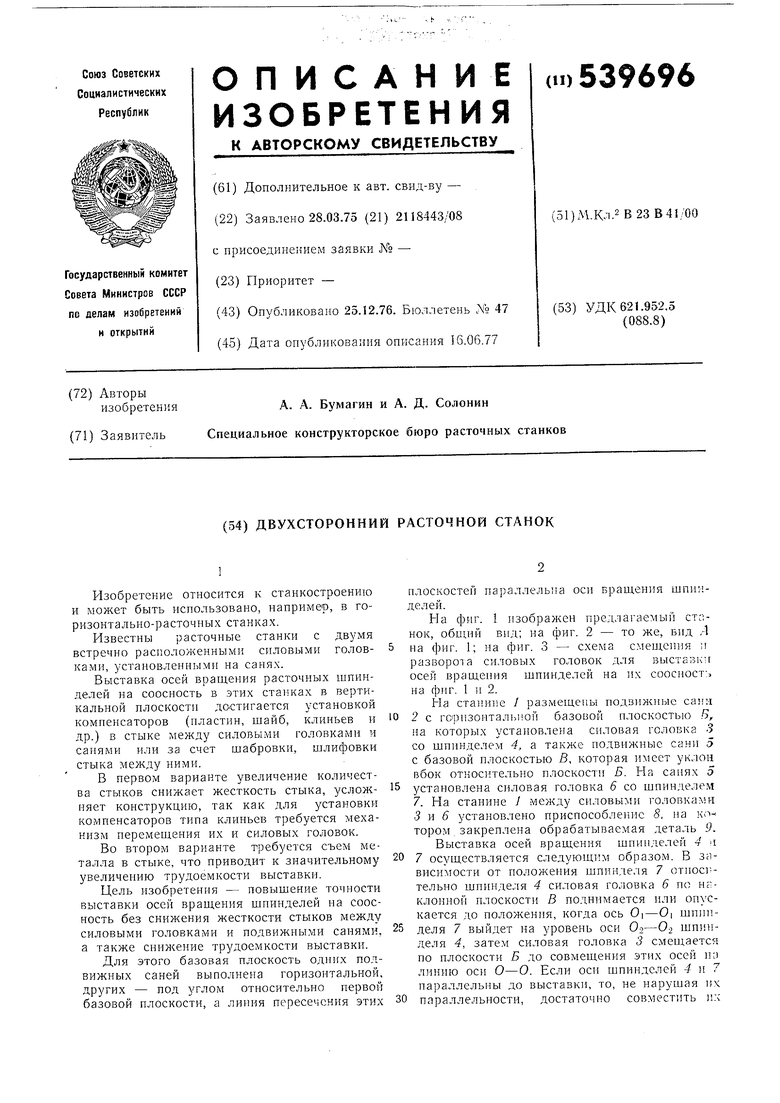
| название | год | авторы | номер документа |
|---|---|---|---|
| Двусторонний расточной станок | 1990 |
|
SU1815002A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Фрезерно-расточный станок | 1974 |
|
SU525503A1 |
| Металлорежущий станок | 1981 |
|
SU1154061A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1041231A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Горизонтально-расточный станок | 1976 |
|
SU657923A1 |
Изобретение относится к станкостроению и может быть использовано, например, в горизонтально-расточных станках.
Известны расточные станки с двумя встречно расноложенными силовыми головками, установленными на санях.
Выставка осей вращения расточных п:пинделей на соосность в этих станках в вертикальной нлоскостн достигается установкой компенсаторов (нластин, шайб, клиньев и др.) в стыке между силовыми головками и санями или за счет шабровки, шлифовки стыка между ними.
В первом варианте увеличение количества стыков снижает жесткость стыка, усложняет конструкцию, так как для установки компенсаторов типа клиньев требуется механизм перемепдения их и силовых головок.
Во втором варианте требуется съем металла в стыке, что приводит к значительному увеличению трудоемкости выставки.
Цель изобретения - повышение точности выставки осей вращения шпипделей и а соосность без снижения жесткости стыков между силовыми головками и подвижными санями, а также снижение трудоемкости выставки.
Для этого базовая плоскость одних подвижных саней выполнена горизонтальной, других - под углом относительно первой базовой плоскости, а линия пересечения этих
плоскостей параллельна оси вращеиня шпинделей.
На фиг. I изображен предлагаемый CT;Iнок, обоий вид; иа фиг. 2 - то же, вид А
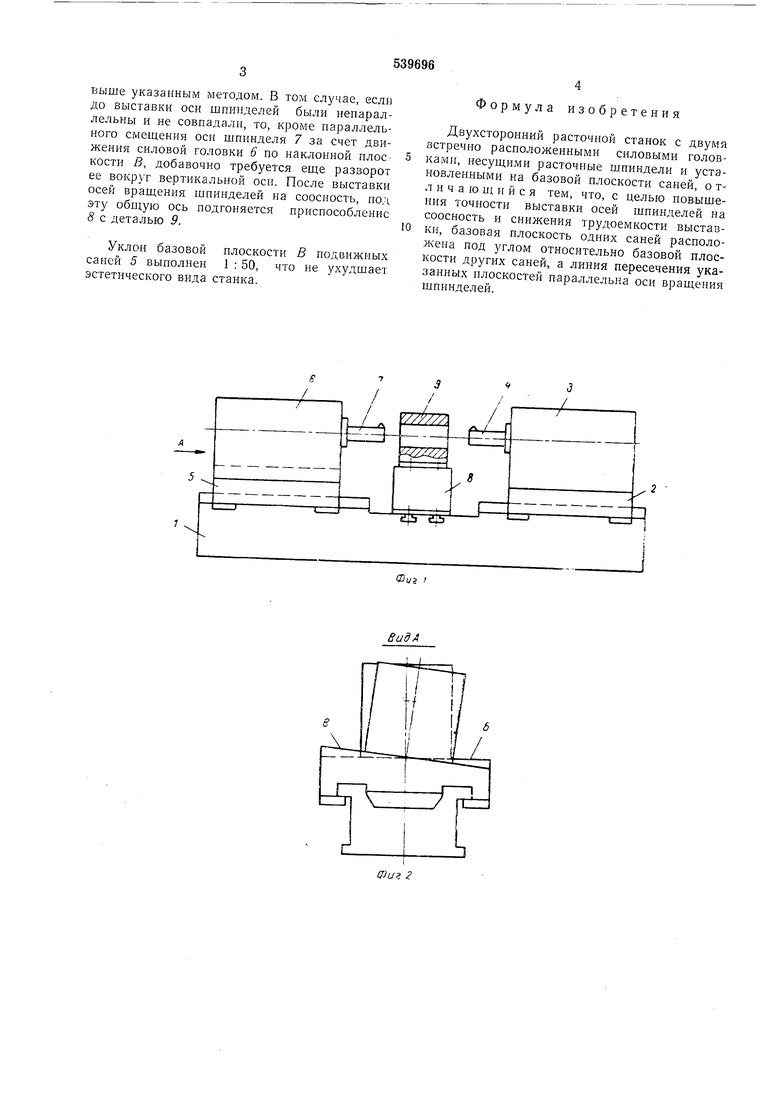
на фиг. 1; на фиг. 3 - схема смен1,ения ;i разворота силовых головок для выставки осей вращения шпинделей на их соосност:, на фиг. 1 и 2.
На станине / размещены подвижные сана
2 с гс|ризонтал1 1юй базовой плоскостью .3, на которых установлена силовая головка .5 со шпинделем 4, а также подвнжные санн 5 с базовой плоскостью В, которая имеет уклон вбок относительно плоскости Б. На санях 5
установлена силовая головка 6 со шпинделем 7. На станине J между силовыми головками 3 н 6 установлено приспособленне 8, на ко тором закреплена обрабатываемая деталь 9. Выставка осей вращения шпинделей 4 7 осуществляется следующим образом. В зависимости от положения шпинделя 7 относительно шпннделя 4 силовая головка 6 по наклонной плоскости В поднимается или опускается до положения, когда оеь 0|-0| шпинделя 7 выйдет на уровень оси 0-2-0-2 шпинделя 4, затем силовая головка 3 смеп ается по плоскости Б до совмещения этих осей на линию оси О-О. Если оси шпинделей 4 и 7 параллельны до выставки, то, не нарушая их параллельности, достаточно совместить нх
выше указанным методом. В том случае, если до выставки оси шпинделей были непараллельны и не совпадали, то, кроме параллельного смещения оси шпинделя 7 за счет движения силовой головки 6 по наклонной плоскости S, добавочно требуется еш;е разворот ее вокруг вертикальной оси. После выставки осей вращения шпинделей на соосность, под эту общую ось подгоняется приспособление 8 с деталью 9.
Уклон базовой плоскости В подвижных саней 5 выполнен 1 ; 50, что не ухудшает эстетического вида станка.
Формула изобретения
Двухсторонний расточной станок с двумя встречно расположенными силовыми головками, несущими расточные шпиндели и установленными на базовой плоскости саней, о тл и ч а ю щ и и с я тем, что, с целью иовыщения точности выставки осей шпинделей на соосность и снижения трудоемкости выставки, базовая плоскость одних саней расположена под Зтлом относительно базовой плоскости других саней, а линия пересечения указанных плоскостей параллельна оси вращения шпинделей.
