ным отверстием и снабжен полым цилиндрическим хвостовиком 2 с буртиком 3. Рубашка снабжена несколькими (например, двумя) разгрузочными канавками 4, прорезью 5 и тремя продольными, лысками 6, выполненными разной длины, начиная от верхнего торца 7 рубашки притира, и не имеющими выхода в карман 8 обрабатываемой детали 9.
После нанесения пасты на рубашку 1 последнюю, опуская шпиндель, вводят в отверстие обрабатываемой детали 9. При этом излишек пасты 10 размешается на верхнем торце И обрабатываемой детали. В процессе обработки, в результате возвратно-поступательных перемешений шпинделя с притиром, лыски 6 за каждый двойной ход захватывают дополнительные порции пасты, находяш,ейся на верхнем торце 11 обрабатываемой детали 9, которые стекают по лыскам 6 вниз до уступов 12, где захватываются обрабатываемой поверхностью, вследствие чего съем припуска в нижней (или средней, в зависимости от длины лысок) части обрабатываемого отверстия осуществляется интенсивнее.
Длины лысок выбираются в зависимости от исходной геометрии отверстия заготовки. Например, если исходная заготовка имеет конусность с меньшим диаметром у кармана, т. е. в нижней части, то длины лысок должны
иметь следующие ориейтйроВачные значения,, начиная от верхнего торца 7 рубашки:
длина первой лыски равна длине рубашки, минус 1,2-1,4 перебега /-(1,2н-1,4) длина второй лыски равна 0,5-0,6 длины рубашки (0,5-0,6/);
длина третьей лыски равна 0,3-0,4 длины рубашки (0,3-0,4/).
Количество лысок в приведенном и последующем примерах равно трем.
Если исходная заготовка имеет седлообразную форму, то длины лысок должны иметь следующие значения:
длина первой лыски равна 0,6-0,7 длины рубашки (0,6-0,7/);
длина второй лыски равна 0,5 длины рубашки (0,5/);
длина третьей лыски равна 0,35-0,4 длины рубашки (0,35-0,4/).
Наименьшее значение расстояния «а обязательно в 1,2-1,4 раза и более больше величины перебега «б.
Формула изобретения
Притир для доводки отверстий по авт. св. № 384661, отличающийся тем, что, с целью увеличения производительности и повыщения качества, на рубащке выполнены продольные лыски, причем каждая из них не превышает длину рубашки притира.
В-6
и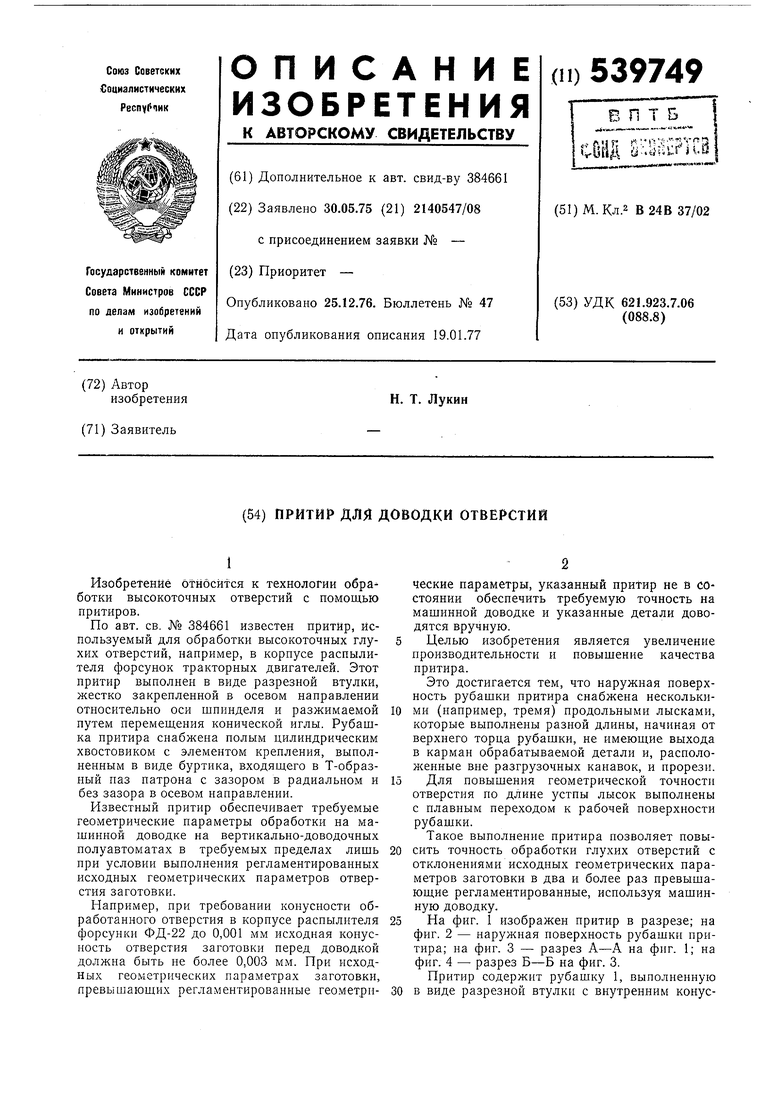
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| Способ доводки отверстий | 1987 |
|
SU1509236A1 |
| Притир для доводки отверстий | 1976 |
|
SU656818A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2039637C1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
| БРОНЕБОЙНЫЙ ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2447396C2 |
| Станок для доводки конических поверхностей | 1977 |
|
SU715303A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109615C1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
