ные на пластинчатом электролещадочном транспортере 9, источники постоянного электрического тока 10, 11.
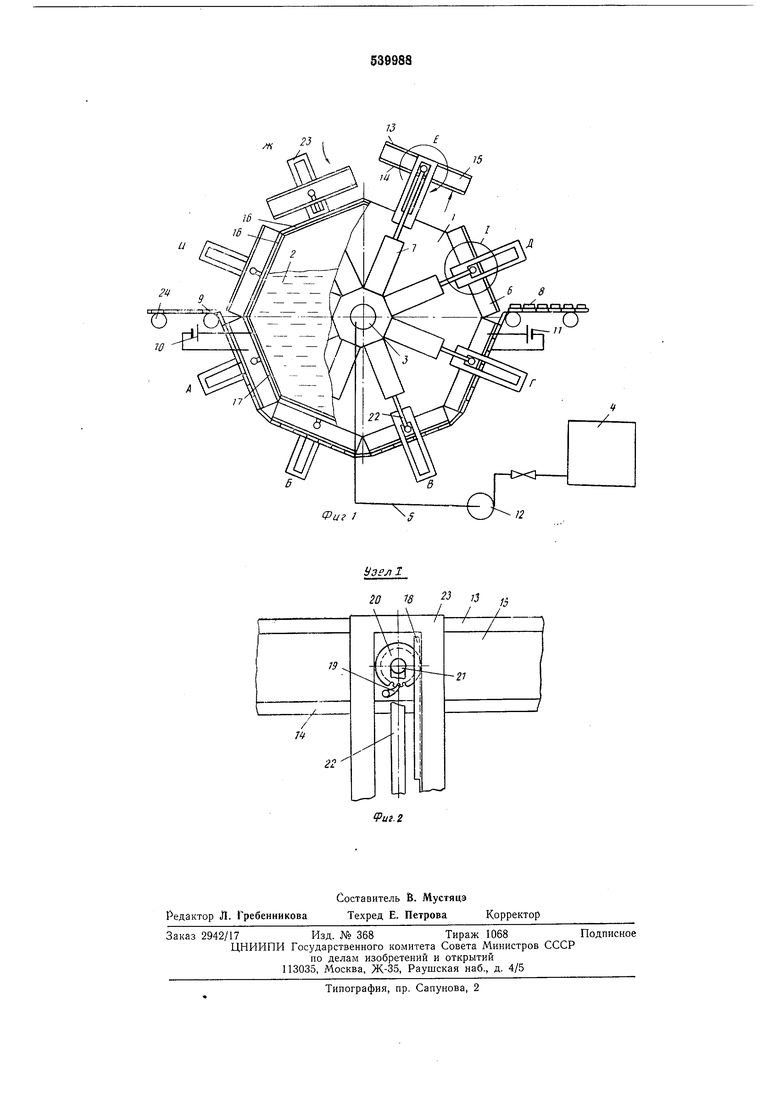
Циркуляция суспензии -между поворотной ванной 1 и питательным резервуаром 4 о€уществляется перемешивающим устройством 12 через полую ось 3.
Кассета 6 коробчатой формы, снабжена двумя рабочими поверхностями 13, 14, раздельно подключаемыми к источникам постоянного электрического тока 10, 11, полость 15 между ними служит рубашкой охлаждения. На периферийной части ванны параллельно граням устанавливаются перфорированные катоды 16 и уплотняюш,ие разделительные прокладки 17. Прокладка 17 выполнена со сквозными гнездами, определяюш,ими толщину, узор И количество одновременно фор-муемых на одной касс-ете изделий. Для предохранения заращивания осад14ом перфорации и тыльная сторона перфорированного катода 16 электроизолированы. Механизмы 7 переворота-прижима кассеты 6 устанавливаются на торцах ванны 1 осаждения в радиальном направлении и состоят из зубчатой рейки 18, собачки 19, храповой шестерни 20, свободно вращающейся на оси 21, штока 22, направляющих 23.
Ванна 1, заполненная суспензией 2, вращается синхронно под действием пластинчатого электролещадочного транспортера 9. Одновременно с этим осуществляется циркуляция суспензии между ванной 1 электрофореза и питательным резервуаром 4 через полую ось 3.
Позиции А, Б, В, Г ванны 1 являются позициями подключения внутренней стороной кассеты к положительному полюсу источника постоянного электрического тока 10 для осуществления электрофоретического формообразования изделий и наружной стороной кассеты к отрицательному полюсу для съема сформованных изделий на электролещади 8 электролещадочного транспортера 9.
Позиции Д, Е, Ж, И являются позициями переворота и прижима кассет.
В момент начала омывания электродов суспензией осуществляется электрофоретическое формообразование осадка до полного заполнения междуэлектродного пространства.
По выходе кассеты из зоны омывания суспензией механизм 7 действует на шток 22, ось 21, и кассета 6 со сформованными изделиями отделяется от проема -ванны 1 на расстояние, достаточное для поворота кассеты на 180°. Шестерня 20 механизма-прижима 7 входит в зацепление с зубчатой рейкой 18, закрепленной на боковине паза направляющих 23, собачка 19 о-бесиечивает синхронный -поворот шестерни 20 совместно с кассетой 6.
По достижению верхнего положения кассета совершает поворот на 180°, затем механизм 7 возвращает шток 22 в исходное положение, при этом шестерня 20 вхолостую поворачивается относительно кассеты из-за свободного проскока собачки 19.
Таким образом, перевернутая кассета 6 свободной анодной поверхностью обращена в сторону проема ванны для последующего электрофоретического образования осадка, а с готовыми сформованными изделиями обращена
к рабочей поверхности электролещадок 8 электролещадочного транспортера 9, огибающего ванну электрофореза с помощью отклоняющих роликов 24. Электролещадочный транспортер 9 ко-нтактирует с положительным полюсом источника постоянного электрического тока, а бывшая анодом рабочая поверхность кассеты со сформованными изделиями в этот период подключается к отрицательному полюсу, т. е.осуществляется снятие сформованных изделий с кассеты на Электролещадочный транспортер электрореверсированием тока.
Описанный технологический процесс является одинаковым для всех кассет ванны эл-ектрофореза при непрерывном ее вращении.
В позициях А, Б, В, Г процесс электрофоретического формообразования осуществляется за счет совместного действия электрического и гравитационного -полей.
Предлагаемое устройство позволяет о-существить механизацию и автоматизацию процесса электрофоретического формообразования изделий и их съема, необходимую для серийного и массового производства, при этом издеЛИЯ не требуют до-полнительной обработки.
Формула изобретения
1.Устройство для электрофоретического формообразования изделий, содержащее корпус с расположенными в нем катодами и аноды, от л и-ч а ю щееся тем, что, с целью увеличения производительности, корпус снабжен полым валом, аноды расположены с внещяей
стороны корпуса и снабжены м-еханизмами перев-орота-прижима, укрепл-енными на валу.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматизации производства, оно -снабжено электролещадочным транспортером для съема изделия. Риг 1 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрофоретического формообразования изделий | 1975 |
|
SU539987A1 |
| Способ изготовления керамических форм методом электролитического осаждения и устройство для его осуществления | 1978 |
|
SU747910A1 |
| ПОЛУАВТОМАТ ДЛЯ СНЯТИЯ КРАСКИ с ОПРЕДЕЛЕННОГО УЧАСТКА ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТЕКЛЯННЫХ БАЛЛОНОВ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU335750A1 |
| Устройство для электрофоретического формования изделий | 1973 |
|
SU481581A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГУМИНО-МИНЕРАЛЬНОГО КОНЦЕНТРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218315C1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Линия электрофоретического селективного декорирования изделий | 1976 |
|
SU681119A1 |
| Устройство для электрофоретического изготовления керамических изделий | 1980 |
|
SU884831A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
Узел
20 8 2 3 ,
у I V.L / /
