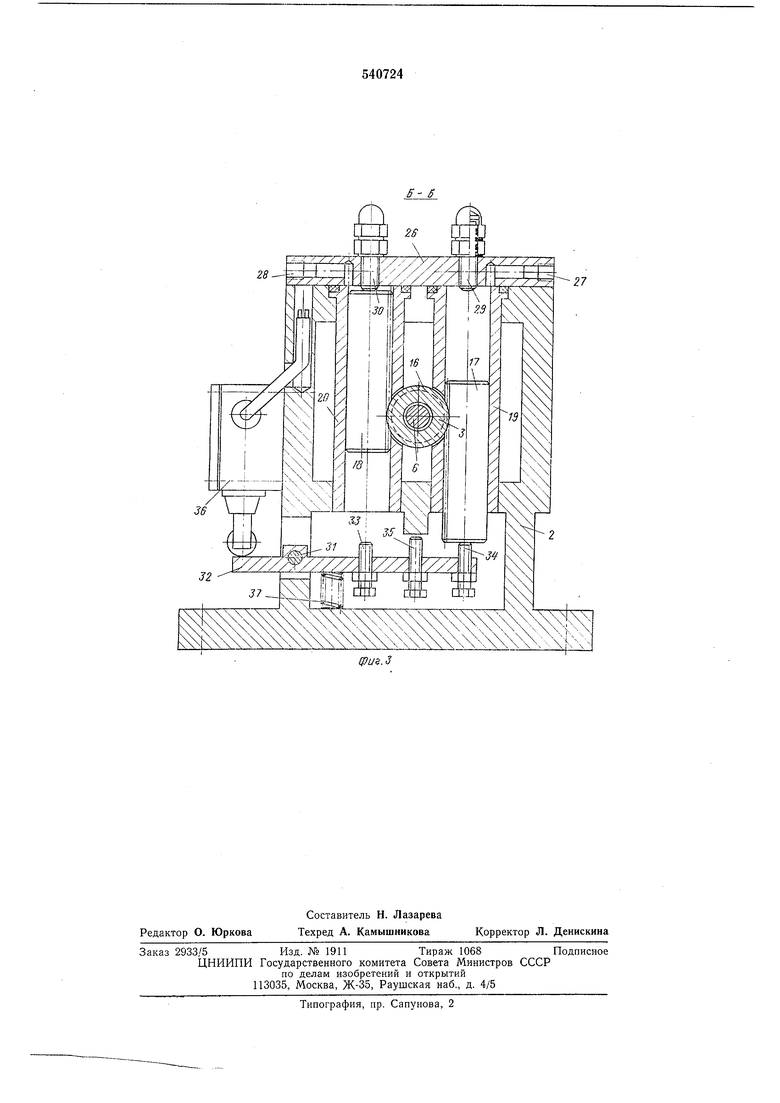
Корпус 1 н цилиндры 19, 20 закрыты (см. фиг. 3) общей крышкой 26 с каналами 27, 28 и регулируемыми упорами 29, 30.
В корпусе на оси 31 смонтирован поворотный рычаг 32 с регулируемыми упорами 33, 34 и 35, взаимодействующий с конечным выключателем 36 блокировки, а также пружина 37.
Устройство работает следующим образом.
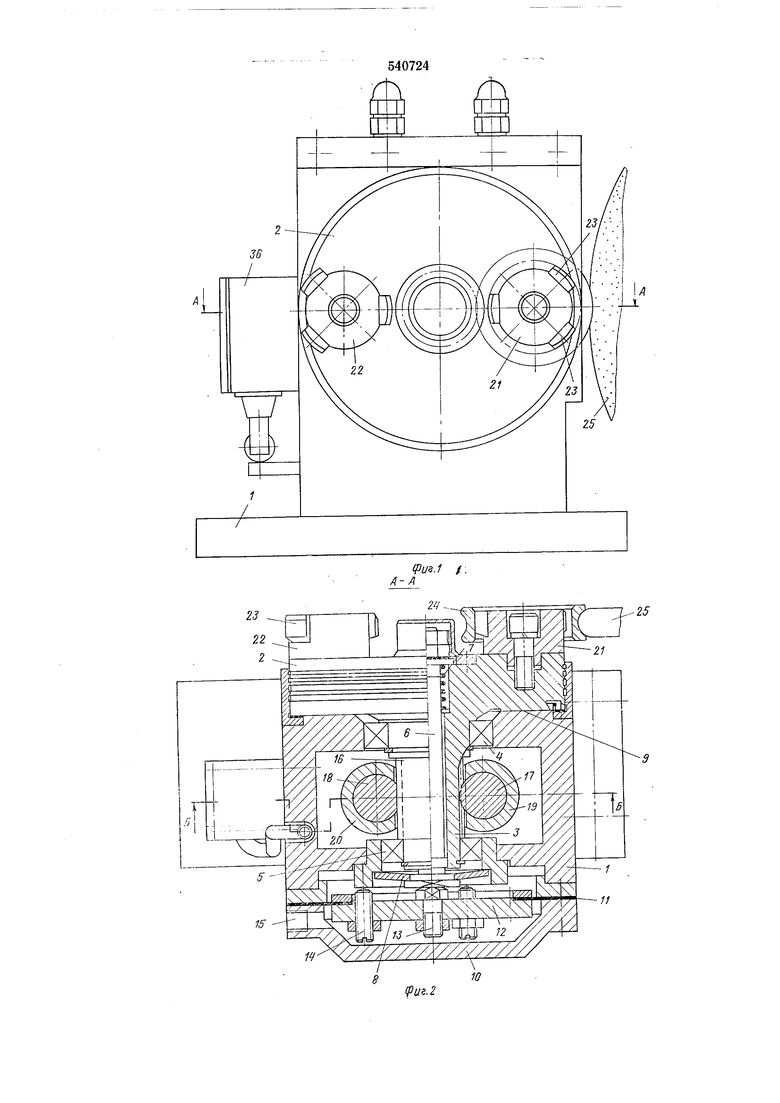
В изображенном на чертел е положении ведется обработка детали 24 на оправке 21 инструментом, например щлифовальным кругом 25. Угловое положение флаица 2 зафиксировано давлением рабочей среды, подаваемой в цилиндр 19 через канал 27; канал 28 соединен со сливом, плунжеры-рейки 17 и 18 находится соответственно в крайних нижнем и верхнем положениях; упор 30 задает положение плунжеров-реек 18, 17, зубчатого венца 16 и фланца 2 с оправкой 21 и опорами 23. Положение фланца 2 в осевом направлении зафиксировано тарельчатой пружиной 8, прижимающей фланец с больщим усилием к опорной поверхности 9 корпуса (канал 15 диафрагменной камеры 10 подсоединен иа слив).
Плунжер-рейка 17 через регулируемый упор 34 и рычаг 32 воздействует на конечный выключатель 36, который выдает сигнал «Оправка на месте.
Вторая оправка 22 находится в позиции загрузки, где с нее снимают обработанную в предыдущем цикле деталь и устанавливают очередную заготовку.
После окончания цикла обработки в диафрагменную камеру 10 через канал 15 подают давление; диафрагма 11 отжимает своим жестким центром 12 через упор 13 болт 6, деформируя тарельчатую пружину 8. Фланец 2 остается прижатым к опорной поверхности 9 корпуса действием относительно слабой иружины 7.
Далее канал 27 присоедиияют на слив, а в канал 28 подают давление; плунжер-рейка 18 поворачивает венец 16, а вместе с ним цапфу
3 и флаиец 2 иа 180° до прижатия плунжерарейки 17 к упору 29. Во время поворота рычаг 32 садится упором 35 иа корпус, его наружный конец отходит от ролика конечного выключателя 36, и последний выдает запрещающий сигнал. В конце поворота плунжер-рейка 18 через упор 33 снова поворачивает рычаг 32, сжимая пружину 37, и конечный выключатель 36 выдает сигнал «Оправка на месте.
По этой команде канал 15 присоединяется иа слив, и тарельчатая иружииа 8 прижимает фланец 2 к опорной поверхности 9, обеспечивая жесткую фиксацию оправки 22 при обработке иа пей очередной детали.
Формула изобретения
Устройство . для радиального базирования детали и ее подачи в зону обработки, в корпусе которого смонтирован поворотный элемент с радиальными опорами и зубчатым венцом, взаимодействующим с приводом поворота, а также регулируемые упоры фиксации положений поворотного элемента в позициях
обработки и загрузки, конечный выключатель блокировки, отличающееся тем, что, с целью упрощения конструкции и сокращения времени перезагрузки при сохранении точности базирования, на поворотном элементе выполиеиы две груииы радиальных опор, взаимно смеп-,енные иа 180°, при этом привод поворота выполнен в виде устаиовленных по обе стороны от продольной оси венца плунжеровреек, взаимодействующих с упорами фиксации
положений поворотного элемента, а в корпусе выполпена кольцевая опорная поверхность и установлены силовые элементы прижатия опорного элемента к указанной поверхности и его частичного отжатия, причем конечный выключатель связаи с приводом поворота посредством поворотиого рычага с ограничителем, иесущего взаимодействуюидае с плунжерами-рейками дополнительные регулируемые упоры конечных положений.
lpUS.1 /;
Д-Л
28
27
Сриз.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Пресс гидравлический переносной для обжатия кабельных наконечников на проводах | 1980 |
|
SU930458A1 |
| Устройство для формовки полых изделий | 1987 |
|
SU1426738A1 |
| Установка для контроля и маркировки маканых резиновых изделий | 1982 |
|
SU1126456A1 |
| ЭЛЕКТРОМАГНИТНОЕ РИГЕЛЬНОЕ УСТРОЙСТВО ДЛЯ САДА-ОГОРОДА | 2017 |
|
RU2739534C2 |
| Устройство для резки труб | 1985 |
|
SU1393553A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |