1
Известна шпиндельная головка машины длй сварки колб термосов, которая содержит корпус, кинематически связанные между собой оправку для установки внутренней оболочки и патрон для установки внешней оболочки. Оправка для установки внутренней оболочки выполнена в виде штока с втулкой, предназначенной для центровки горловины внутренней оболочки.
Центровка внутренней оболочки во внешней осушествляется при помоши центрируюших элементов, размешенных между внутренней и внешней оболочками и входяших в конструкцию термоса 1.
Недостатком известной шпиндельной головки является то, что она обеспечивает центровку внутренней оболочки относительно внешней прн наличии в конструкции термоса центрируюших элементов, которые ухудшают теплоизоляционные характеристики термоса.
Целью изобретения является изготовление колб термосов без центрируюших элементов.
Это достигается тем, что оправка выполнена в виде полого корпуса, на котором закреплены подвижные уноры и управляюшая гайка с кольцом, а в полости его установлены подпружиненные штоки, взаимодействуюшие с упорами и связанные с гайкой поперечной осью.
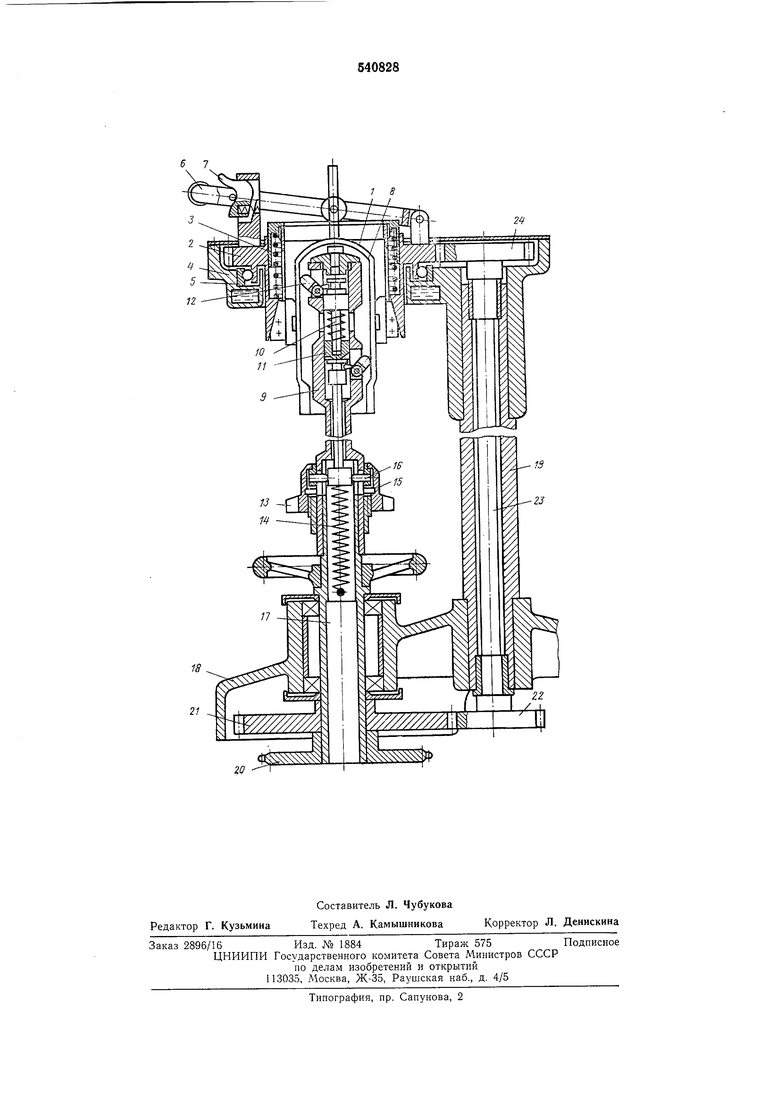
На чертеже изображена шпиндельная головка машины для сварки колб термосов.
Патрон для центровки и зажима внешней оболочки 1 содержит шестерню 2, цанговый
зажим 3, установленный в корнусе 4 шпиндельной головки на подшипнике 5. Управляют цанговым зажимом 3 с помошью рычажиого механизма 6 с фиксатором 7, которые также укреплены на шестерне.
Оправка для центровки и зажима внутренней оболочки 8 содержит полый корпус 9 с размешенными в нем штоками 10 и 11, приводяшими в движение выдвижные рычажные упоры 12. Каждый шток управляет тремя рычажными упорами 12. Штоки перемешаются при помощи управляющей гайки 13 и пружины 14. Управляюшая гайка 13 связана с выдвижными упорами 12 штоком 11, который, в свою очередь, связан с кольцом 15 поперечной
осью 16.
Корпус 9 оправки закреплен на полом валу 17, врашаюшемся в кронштейне 18. Корпус 4 шпиндельной головки и кронштейн 18 оправки жестко соединены между собой стойкой 19.
Вращение оправки для зажима внутренней оболочкн 8 и шестерни 2 цангового зажнма 3 осушествляется кинематической цепью от цепной передачи (не показана) через звездочку 20, пару цилиндрических шестерен 21 и 22, общий вал 23 и шестерню 24.
Загрузка внутренней оболочки 8 на оправку производится через цанговый зажим 3, находящийся в этот момент в разжатом состоянии. Оболочка при этом свободно ложится на оправку. При отпускании управляющей гайки 13, освобождаются штоки 10 и 11, которые под действием пружины 14 перемещаются вверх и выдвигают рычажные упоры 12, центрирующие внутреннюю оболочку 8 относительно оси оправки и фиксирующие ее.
Установка внешней оболочки 1 производится также через цанговый зажим 3, при этом дно ее свободно ложится на купол внутренней оболочки 8. Освобождая рычажный механизм 6 от фиксатора 7, в действие приводится цамговый механизм 3, который перемещаясь вверх, захватывает внешнюю оболочку, поднимает ее на заданное расстояние от внутренней оболочки 8 и в таком положении фиксирует.
По окончании цикла сварки оболочек рычажный механизм 6 отжимается, фиксируется фиксатором 7, освобождая тем самым кулачки цангового зажима 3. Вращением управляющей гайки 13 рычажные упоры 12 убираются в корпус 9 оправки, т. е. внутренняя оболочка 8
освобождается и через отверстие цанговога зажима 3 снимается сваренная колба.
Конструкция шпиндельной головки улучшает теплоизоляционные характеристики термоса за счет исключения из конструкции термоса центрирующих прокладок и обеспечения: строгой соосности внутренней и наружной оболочек, т. е. сохранения постоянного расстояния между ними по всей высоте термоса.
Формула изобретения
Шпиндельная головка машины для сварки колб термосов, содержащая кинематически связанные между собой оправку для установки внутренней оболочки и патрон для установки внешней оболочки, отличающаяся тем, что, с целью изготовления колб без центрирующих элементов, оправка выполнена в виде полого корпуса, на котором закреплены подвижные упоры и управляющая гайка с кольцом, а в полости его установлены подпружиненные штоки, взаимодействующие с упорами и связанные с гайкой поперечной осью. Источники информации, принятые во внимание при экспертизе:
1. Патент США № 2593999, кл. 65-153, 1952.
21
24
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ СВАРКИ КОНУСА С ТУБУСОМ ЭЛЕКТРОННОЛУЧЕВОЙ ТРУБКИ | 1973 |
|
SU376330A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Машина для сварки трением | 1990 |
|
SU1763127A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Шпиндельный узел | 1983 |
|
SU1079375A2 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |