(54) СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ ЛИСТОВОГО МАТЕРИАЛА
и расположеннь1ми на ближайшегл одна от другой расстоянии, а больший шаг равен разности, уменьшаемое которой равно пра наведению расстояния между смежными д® талями в ряду на количество одновременно вырубаемых в этом ряду деталей и на количество деталей, вырубаемых одним пуансоном и расположенных на б.1тажайн ем одна от другой расстоянии, а вычитаемое равно произведению меньшего шага на количество деталей, вырубаемых оддим пуан соном Б промежутке, отделяющем его от соседнего пуансона.
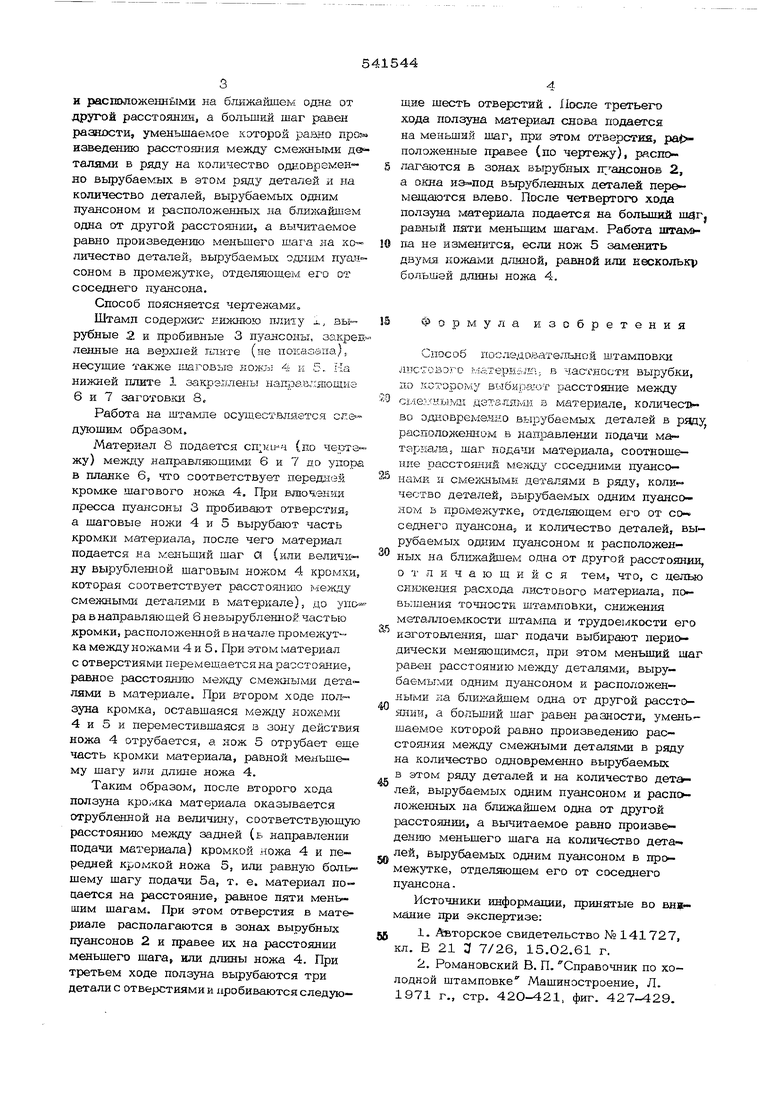
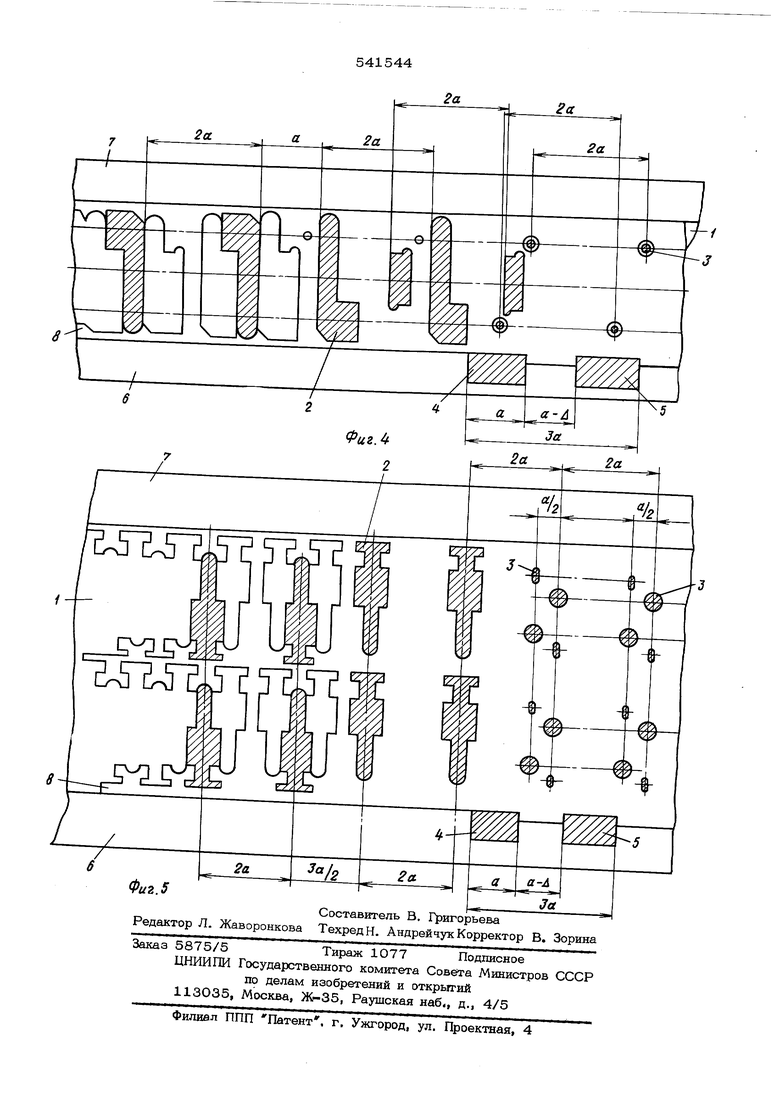
Способ поясняется чертелсами. Штамп содерншт нижнюю плиту . вырубные 2 и пробивные 3 пуалсоны, закрепленные на верхней плите (не показана/, несущие также шаговые кожл; 4 и 5, Ма нижней плите 1 закрэялеыы направляющие 6 и 7 заготовки 8,
Работа на штампе осугдествляется дуюшкм образом.
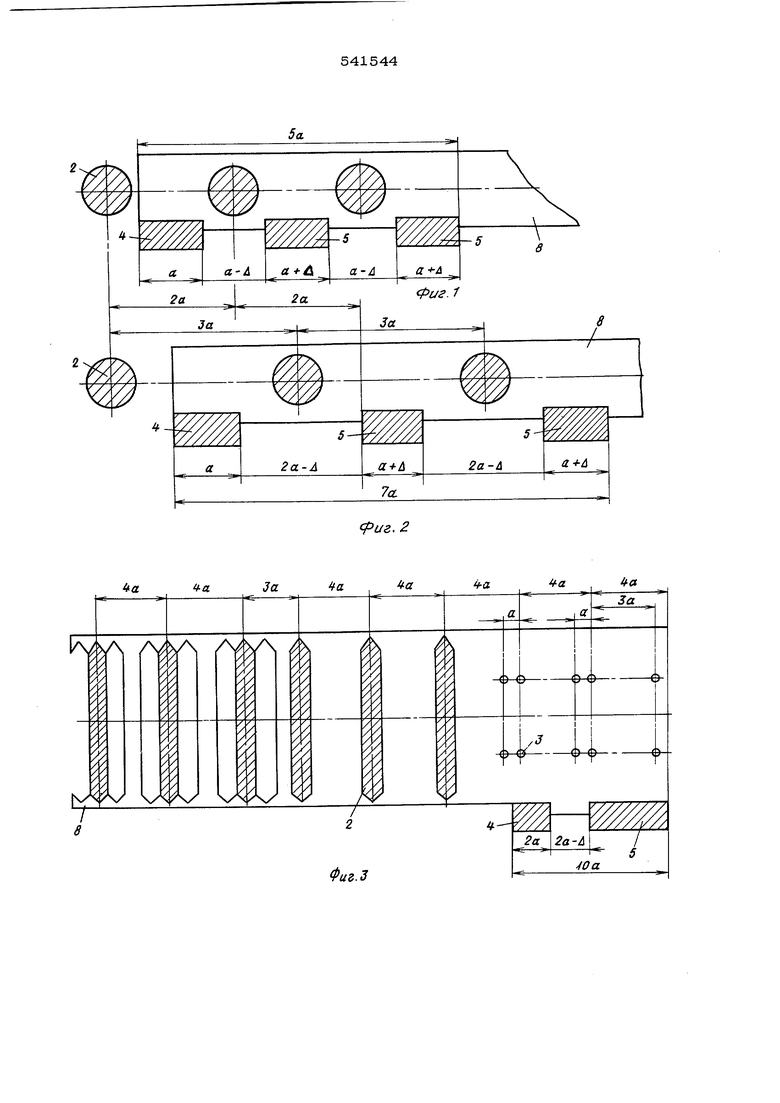
Материал 8 подается сппги-н (до чертежу) между направляющими 6 и 7 до упора в планке 6j что соответствует передней кромке шагового ножа 4. При влючении пресса пуансоны 3 пробивают отверстия. а шаговые ножи 4 и 5 вырубают часть кромки материала, после чего материал подается на меньщий шаг 01 (или величи ну вырубленной шаговым ножом 4 кромки, которая соответствует расстояншо )1ежду смежными деталями в материале), до в направляющей 6 невырубленной частью дромки, расположенной в начале промежутка между ножами 4 и 5. При этом материал с отверстиями перемещается на расстояние, равное расстояиию между смелшыми деталями в материале. При втором ходе пол™ ауна кромка, оставшаяся между ножами 4 и 5 и переместившаяся в зону действия ножа 4 отрубается, а нож 5 отрубает еще часть кромки материала, равной меньшему шагу или длине ножа 4.
Таким образом, после второго хода ползуна кромка материала оказывается отрубленной на величину, соответствующую расстояншо между задней (Б направлении подачи материала) кромкой ножа 4 и передней кромкой ножа 5, или равную большему шагу подачи 5а, т. е. материал поцается на расстояние, равное пяти меньшим шагам. При этом отверстия в материале располагаются в зонах вырубных пуансонов 2 и правее их на расстоянии меньшего шага, или длины ножа 4. При третьем ходе ползуна вырубаются три детали с отверстиями и пробиваются следующие шесть отверстий . После третьегт хода ползуна материал снова подается на меньший шаг, при этом отверстиж, patположенные правее (по чертежу), располягаются в зонах вырубных п:адсоной 2, а окна иэ-под вьфубленных деталей перемещаются влево. После четвертого хода ползуна 1 штернала подается на больший шйг, равный плти меньшим шагам. Работа штамь
па не изменится, если нож 5 заменить двумя кожами длиной, равной или несколькр большей ДЛ1ШЫ ножа 4.
Формула изобретения
Способ последовательной щтампов1ш лгсловэго MaxepKiJEi; в час гаости вырубки, по .которому выбирают 1эасстояние между слле:ткь),аг де л5ляг,-ш: в материале, количест во оддговреме.нно вырубаемых деталей в р$аду, расположенном в направлении подачи ма таркагш, шаг подачи материала, соотношение расстояний межру соседними пуансонами и смежными деталями в ряду, количество деталей, вырубаемых одним пуансоном в промежутке, отделяющем его от со- седнего пуансона, и количество деталей, вырубаемых оцдшл пуансоном и расположенных на ближайшем одна от другой рассто$шйи, о 1- л и ч а ю щ и и с я тем, что, с снюкезшя расхода листового материала, повкшания точности штамповки, снижения металлоемкости штампа и трудоеглкости его изготовления, шаг подачи выбирают периодически меняющимся, при этом меньший щаг равен расстоянию между деталями, вырубаемыми одним пуансоном и расположенными на ближайшем одна от другой рассто- .янии, а больший шаг равен разности, уменьшаемое которой равно произведению рас- между смежными деталями в ряду на количество одновременно вырубаемых в этом ряду деталей и на количество деталей, вырубаемых одним пуансоном и расположенных на ближайшем одна от другой расстоянии, а вычитаемое равно произведению меньшего шага на количество деталей, вырубаемых одним пуансоном в промежутке, отделяющем его от соседнего пуансона.
Источники информации, принятые во внимание при экспертизе;
1. Авторское свидетельство №141727, кл. В 21 3 7/26, 15.02.61 г.
2. Романовский В. П. Справочник по холодной штамповке Машиностроение, Л. 1971 г., стр. 42О-421, фиг. 427-429.
«a
За
ta
a
IK.
a
«6Г
4-a
