(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ|ДЕТАЛЕЙ ТИПА
КОЛЕЦ
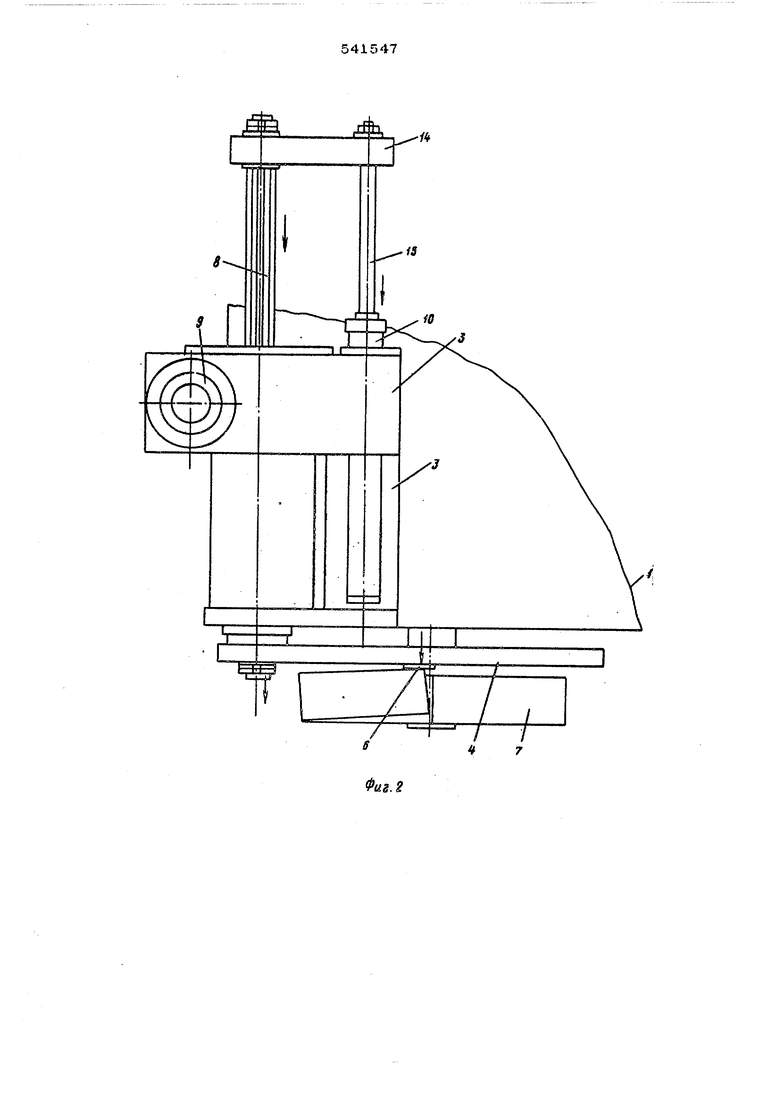
перемещения 10 вдоль оси, выполненными в виде перпендикулярно установленных сировых цилиндров.
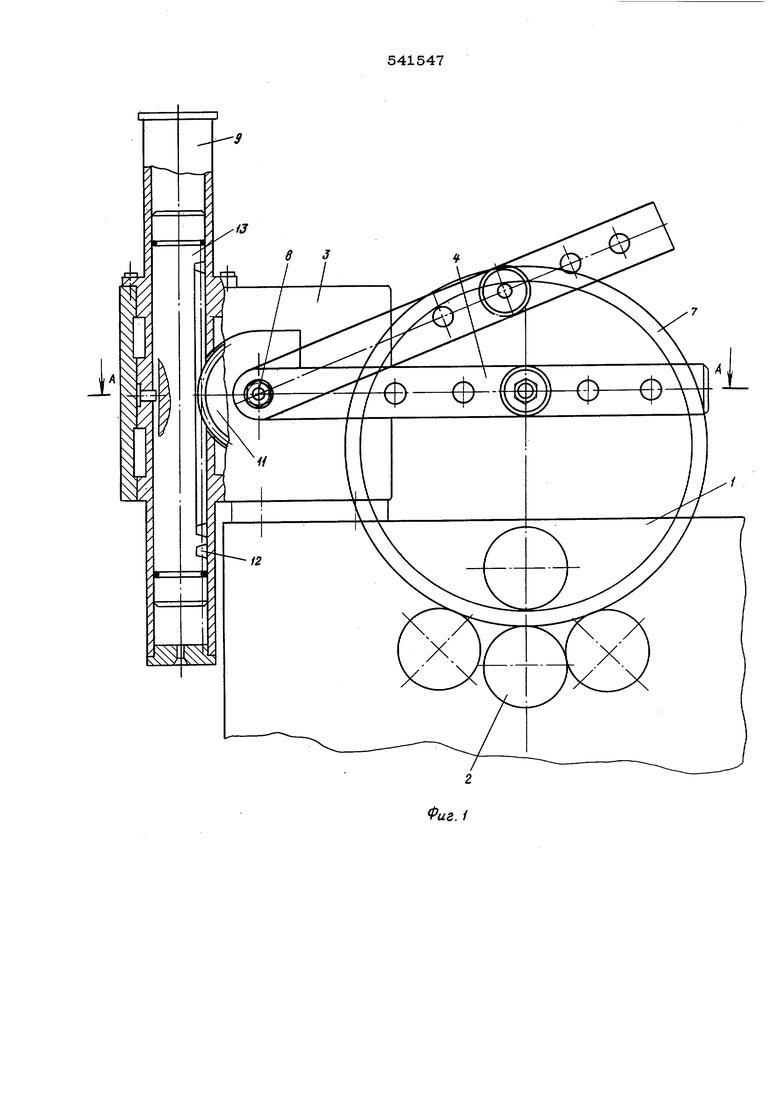
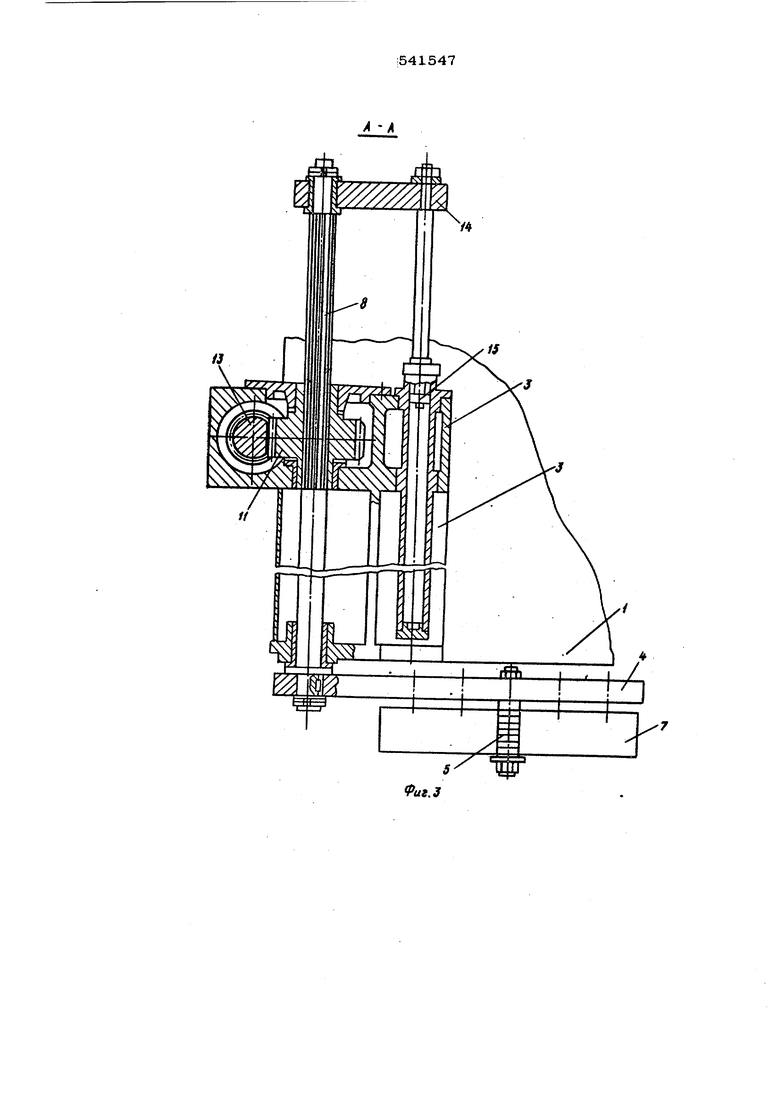
Кинематическая связь с приводом 9 осуществляется при помощи зубчато-реечной передачи, выполненной в вице шестерни 11, свободно установленной на шлидевом валу 8 и взаимодействующей с рейко|( 12, жестко закрепленной на штоке 13 силового цилиндра 9. Кинематическая связь с приводом 10 перемещения вдоль оси выполнена в виде тяги 14, соединяющей свободный конец щлицевого вала 8 с его щтоком 15.
Станок работает следующим образом.
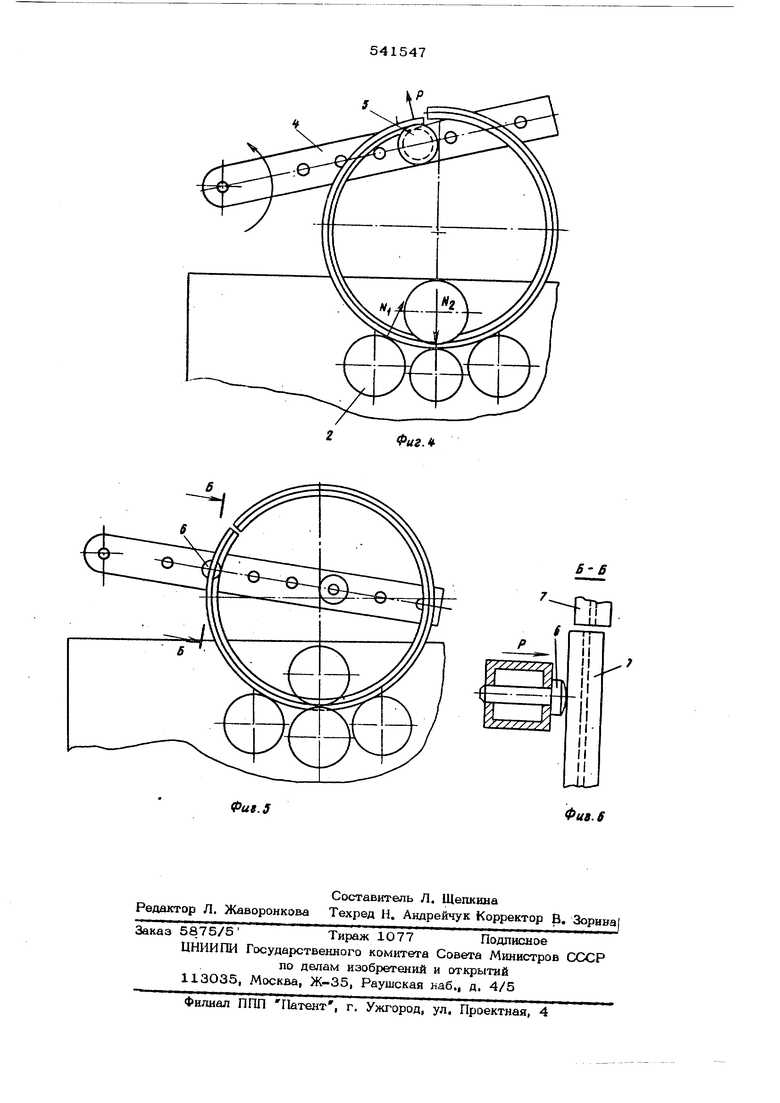
Заготовку (плоскую или профильную) подают в приводные гибочные валки 2 и гнут до образования кольца при этом ролики 5 осуществляют поддержку детали 7. В зависимости от дефекта осуществляется следующая правка. Правка неточного контура, когда необходимо левую ветвь детали 7 отогнуть наружу. Для этого на балке 4 устанавливается и фиксируется в одном из отверстий в зависимости от диаметра детали консольный ролик 5. Балка 4 с роликом 5 вводится внутрь детали и, поворачивая балку, производят разгибание левой ветви до совпадения концевых торцов детали 7 по диаметру. Окончательный радиус кривизны можно получить гибкой прокаткой данного участка в валках 2.
Правка эллипсности производится воздействием ролика 5 на наружную поверхност детали 7. При правке эллипсности под ро лик 6 можно последовательно подводить деталь 7 при помощи ее перемещения варками 2.
Правка торцов детали В отверстие балки 4 вставляется консольный ролик 6 (см, фиг, 5 и 6 ),Вращением валков 2 к ролику 6 подводится деталь 7 для правки. Перемещением балки 4 производится правка торца детали, при этом ролик 6 упирается в торец детали. Усилие правки воспринимается буртами валков 2 -(или ручьями этих же валков, если деталь и; гибается полкой наружу).
Удаление деталей После того как деталь 7 изготовлена и выправлена консол ными роликами 5 и 6, она удаляется. Дл.аг этого балку 4 устанавливают так, чтобы
консольный ролик 5 подцепил деталь 7 за верхнюю ее часть (фиг. 1, положение I), опускают нижние гибочные валки и поворачивают балку 4 вниз, опуская при
этом деталь 7, висящую на ролике S, до тех пор, пока она не выйдет из рабочего ручья верхнего гибочного валка. Затем перемещают балку 4 с деталью 7 вперед вдоль оси вала 8, пока деталь 7 не выйдет за пределы гибочных валков. В зависимости от наличия места для укладки готовых деталей балку 4 с деталью 7 вращают вправо или влево и снимают деталь 7 с ролика 5 .
Укладка деталей в разных местах около станка расширяет технологические возможнос1И устройства.
Управление узлом правки и удаления деталей осуществляется с помощью золот- НИКОВ с электромагнитами, дросселей и пульта управления, смонтированных по обычной схеме (на чертежах не показаны). Контроль деформирования детали при правке производится оператором визуально.
Формула изобретения
Станок для изготовления деталей типа колец, содержащий станину, несущую приводные гибочные валки, узел правки в виде холостых консольных роликов, узел удаления деталей и приводы, отличающийся тем, что, с целью упрощения конструкция станка, узел правки совмацен с узлом удаления деталей и вь полнен в виде балки, несущей съемные хо лостые консольные ролики и закрепленной на одном конце щлицевого вала, расположенного параллельно оси гибочного валка И связанного с приводом поворота в виде силового цилиндра посредством зубчато-реечной передачи и с приводом перемещения вдоль оси в виде другого силового цилиндра при помощи тяги, соединяющей свободвый его конец со щтоком этого цилиндра.
Источники информации, пршягые во 10 ьнимание при экспертизе:
1. Авторское свидетельство СССР №168256, В 21 D 53/10, 02.01.62 г. « 7
а
/4
X
Фигл

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки колец | 1990 |
|
SU1754269A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЫ | 2014 |
|
RU2553322C1 |
| СТАНОК ДЛЯ ПРАВКИ КЛАПАНА | 2000 |
|
RU2188093C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| Трубогибочный станок | 1980 |
|
SU940912A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
Фиг.З
Фи9.6
