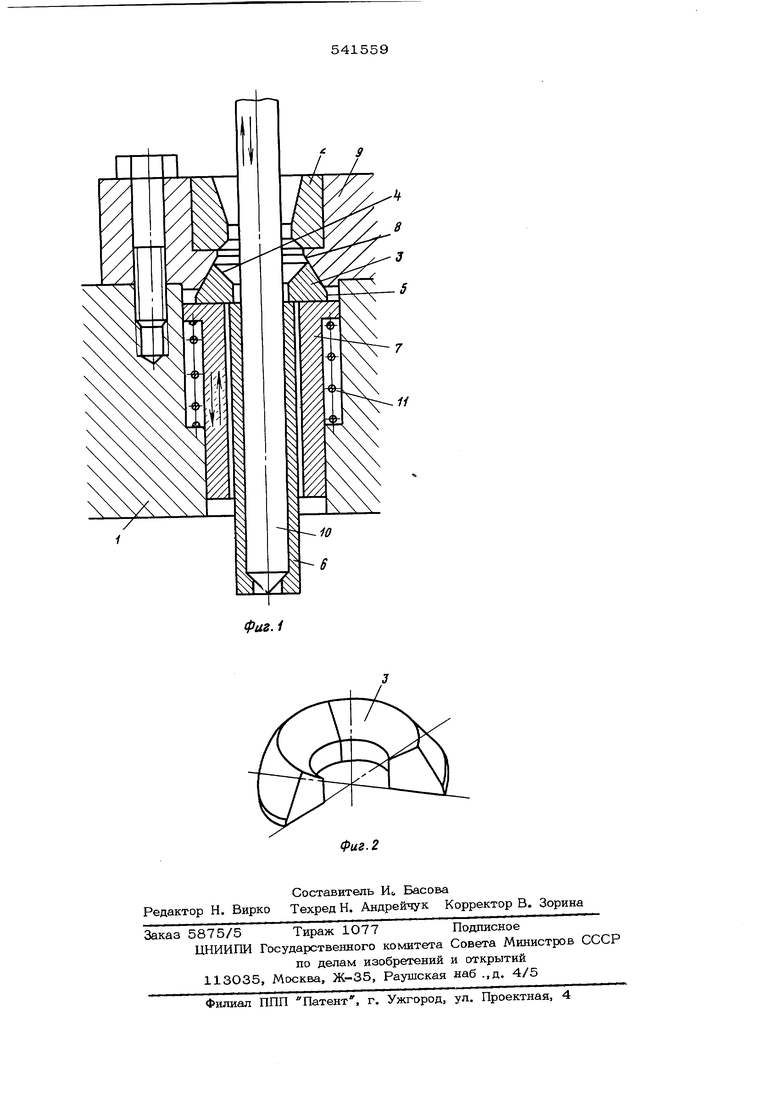
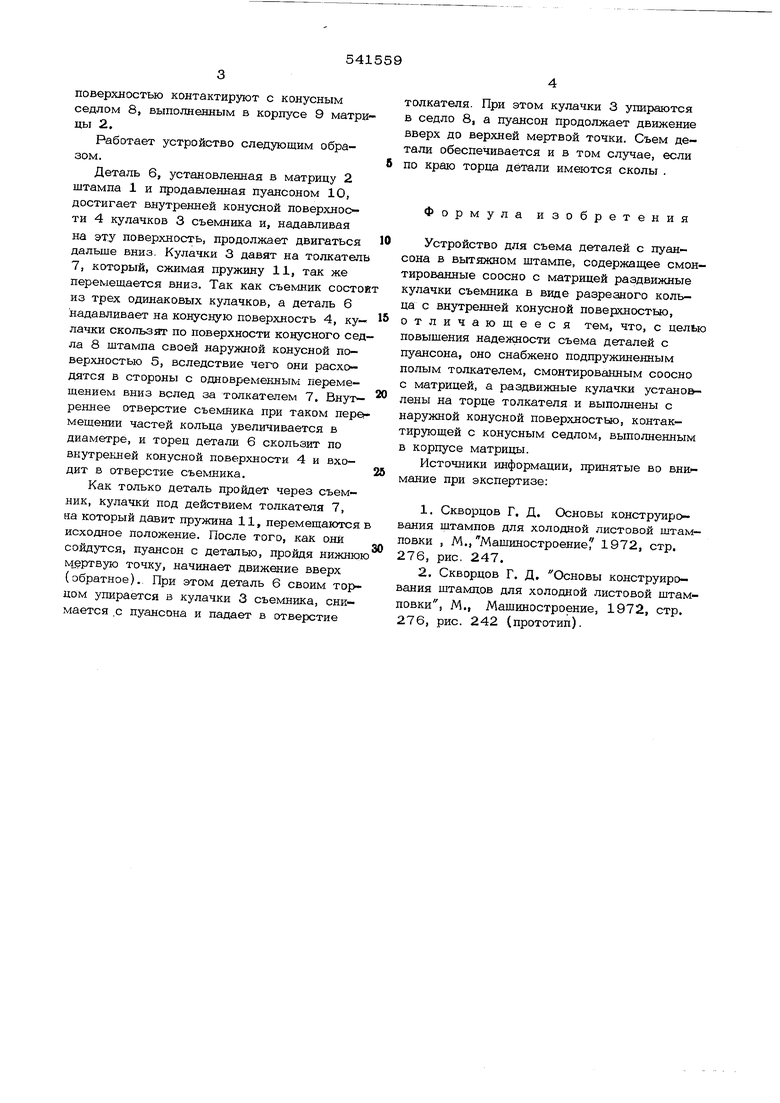
поверхностью контактируют с конусным седлом 8, выполненным в корпусе 9 матри цы 2. Работает устройство следующим образом, Деталь 6, установленная в матрицу 2 штампа 1 и продавленная пуансоном 10, достигает внутренней конусной поверхности 4 кулачков 3 съемника и, надавливая на эту поверхность, продолжает двигаться дальше вниз. Кулачки 3 давят на толкатель 7, который, сжимая пружину 11, так же перемещается вниз. Так как съемник состо из трех одинаковых кулачков, а деталь 6 надавливает на конусную поверхность 4, ку- лачки скользят по поверхности конусного сед ла 8 щтампа своей наружной конусной поверхностью 5, вследствие чего они расходятся в стороны с одновременным перемещением вниз вслед за толкателем 7. Внутреннее отверстие съемника при таком пере мещении частей кольца увеличивается в диаметре, и торец детали 6 скользит по внутренней конусной поверхности 4 и входит в отверстие съемника. Как только деталь пройдет через съемник, кулачки под действием толкателя 7, на который давит пружина 11, перемещаются исходное положение. После того, как они сойдутся, пуансон с деталью, пройдя нижню к-шртвую точку, начинает движение вверх (обратное). При этом деталь 6 своим торцом упирается в кулачки 3 съемника, снимается .с пуансона и падает в отверстие толкателя. При этом кулачки 3 упираются в седло 8, а пуансон продолжает движение вверх до верхней мертвой точки. Съем детали обеспечивается и в том случае, если по краю торца детали имеются сколы . Формула изобретения Устройство для съема деталей с пуансона в вытяжном щтампе, содержащее смонтированные соосно с матрицей раздвижные кулачки съемника в виде разрезного кольца с внутренней конусной поверхностью, отличающееся тем, что, с целью повыщения надежности съема деталей с пуансона, оно снабжено подпружине.нным полым толкателем, смонтированным соосно с матрицей, а раздвижные кулачки установлены на торце толкателя и выполнены с наружной конусной поверхностно, контактирующей с конусным седлом, выполненным в корпусе матрицъ. Источники информации, принятые во вни мание при экспертизе: 1.Скворцов Г. Д. Основы конструирования щтампов для холодной листовой штамповки , М., Машиностроение 1972, стр. 276, рис. 247. 2.Скворцов Г. Д. Основы конструирования штамдов для холодной листовой щтамповки, М., Машиностроение, 1972, стр. 276, рис. 242 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема деталей с пуансона штампа | 1976 |
|
SU596341A1 |
| Штамп | 1975 |
|
SU609577A1 |
| Штамп для вытяжки полых преиму-щЕСТВЕННО ТОНКОСТЕННыХ дЕТАлЕй | 1979 |
|
SU852406A1 |
| Штамп для пробивки отверстий в боковой стенке детали пространственной формы | 1980 |
|
SU867476A1 |
| Штамп для изготовления изогнутых деталей | 1977 |
|
SU633640A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия | 1976 |
|
SU606659A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |