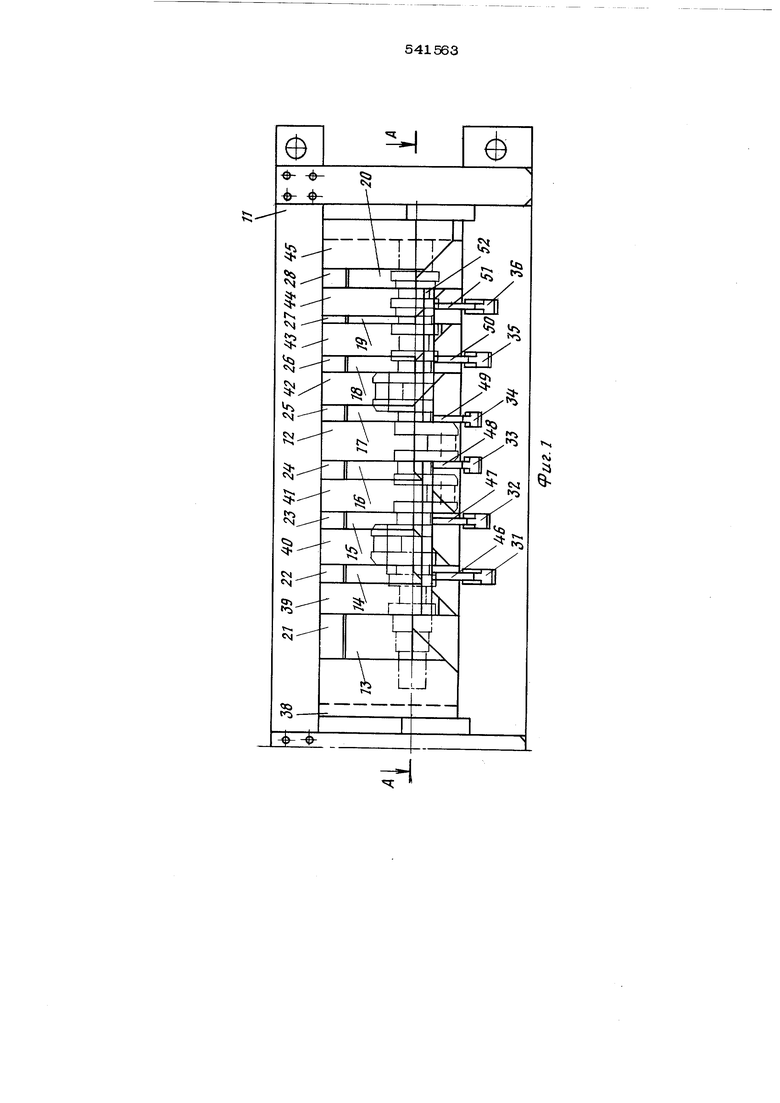
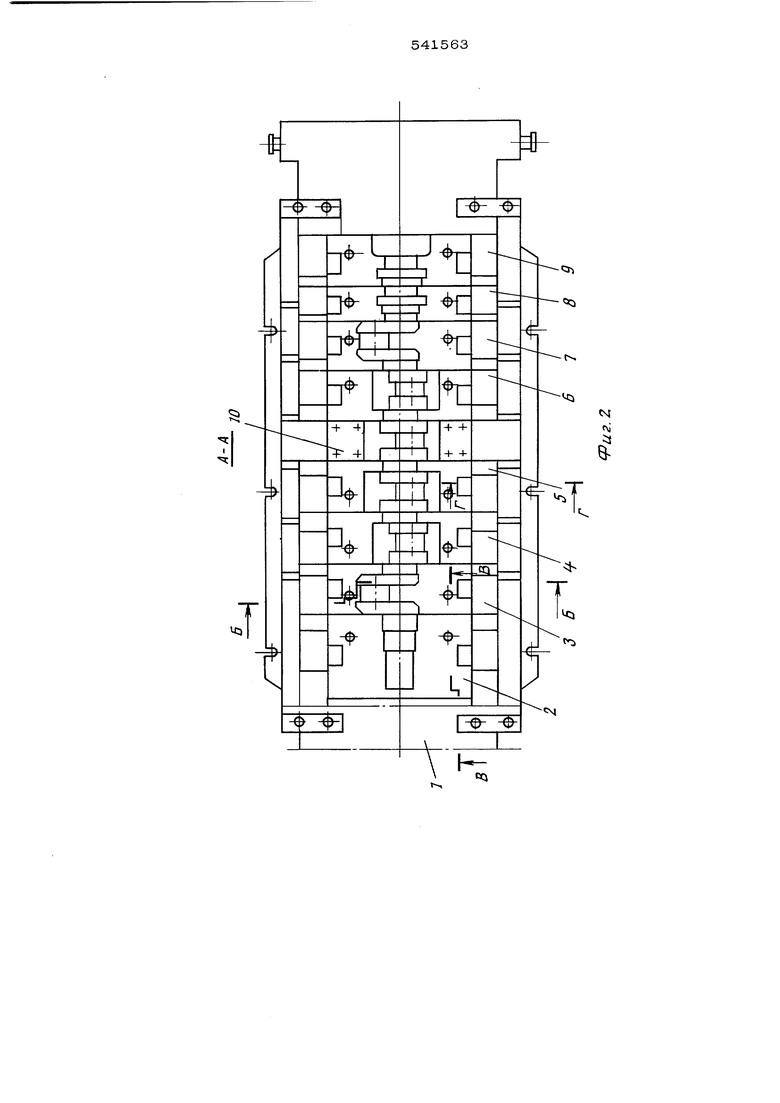
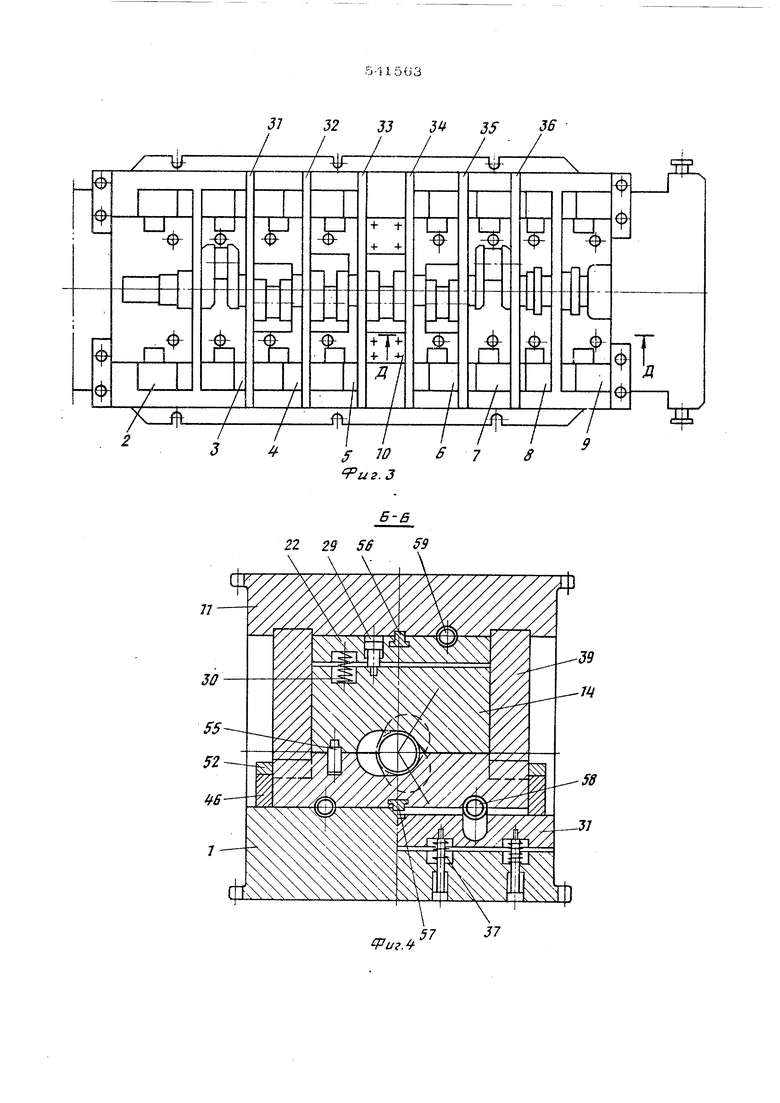
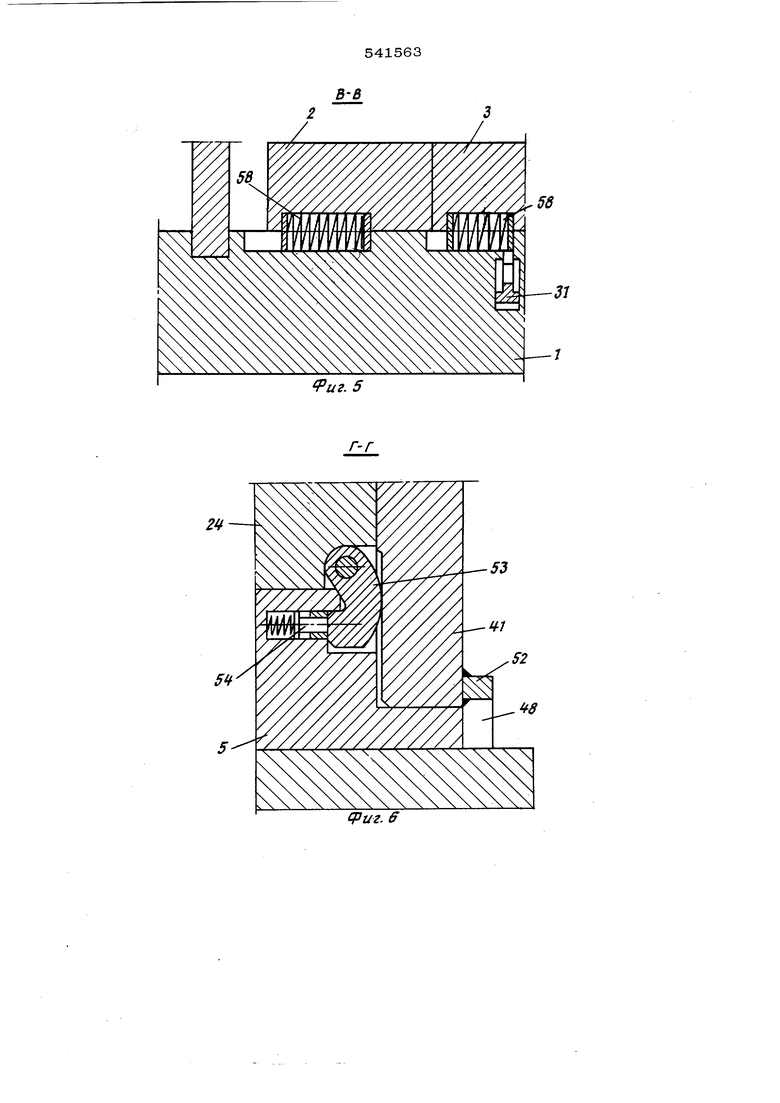
(54) ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ фиг, 2; на фиг, 6 - разрез по Г - Г на фиг. 2; на фиг. 7 - разрез по Д - Д на фиг. 3. Штамп содержит нижнюю плиту 1 с размещенными на ней подвижными секциями матриц 2-9 и неподвижной 10, а также верхнюю плиту 11с прикрепленным к ней пуайсоном 12 и установленными по обе стороны от него верхними секциями матриц 13-20. Каждая верхняя секция матриц 13-20 соединена с соответствующей промежуточной плитой 21-28 посредством специальных винтов 29 и подпружинена к ней пружиной 30. Между секциями матриц в нижней плите смонтированы проставки 31-36, подцружиненные к ней пружинами 37. Каждая нижняя секция матриц имеет кл новые поверхнодти, взаимодействующие с соответствующими ей клиньями 38-45, закрепленными на верхней плите. Над подпружиненными проставками на верхдей подвижной части щтампа закреплены толкатели 46 - 51, соединенные со штангой 52, закрепленной на клиньях верх ней плиты. Каждая матрица снабжена механизмом зажима секций матриц, выполненным в виде шарнирно закрепленных на верхних секциях матрицы защелок 53 и подпружиненных выталкивателей 54, размещенных в нижней плите. Защелка 53 и палец 55 обеспечивают жесткое соединение верхней и нижней секций матриц. В соединенном состоянии матрицы nepeмещаются по направляющим 56 и 57. Для возврата секций матриц в исходное положение они снабжены пружинами возврата 58, 59, Штамп работает следующим образом. Поковка,полученная на известных щтам- пах методом гибки с -высадкой из заготовки, выбранной по наименьщему диаметру щейки, помещается в раздвинутые секции матриц 2, 10. При ходе траверсы пресса вниз выбирается ход пружины 30 и винта 29, затем защелки 53 под действием верхних клиньев жестко соединяют верхние и нижние секции матриц, а пальцы 55 ofH новременно фиксируют их. Высота верхних клиньев выбрана так, что при опускании траверсы сначала лшиь крайние клинья 38 и 45 взаимодействуют соответствующими клиновыми поверхностями матриц 2 и 9, в результате чего эти матрицы в сборе перемещаются к центру (к пуансону), осуществл5ю высадку KpaiteH участков. В этот момент проставки 31-36, находясь между матрицами, обеспечивают неподвижное состояние других матриц. Копда первая пара матриц закончит высадку своих участков, толкатели 46 и 31 утапливают проставки 31 и 36, тем самым обеспечивая возможность перемещения следующей пары матриц 3 и 8 и высадку сл&дующих участков в результате взаимодействия клиньев 39 и 44 с матрицами 3 и 8. Далее толкатели 47 и 5О утапливают прос тавки 32 и 35, давая возможность матрицам 4 и 7 при взаимодействии с клиньями 40 и 43 перемеьцаться к центру и высаживать очередное колено, а затем толкатели 48 и 49 утапливают проставки 33 и 34, и матрицы 5 и 6 под действием клиньев 41 и 42, перемещаясь, осуществляют высадку последних участков. За один ход пресса обеспечивается последовательное парное включение матриц в работу, в результате чего осуществляется как высадка коренных щеек, так и щек для придания им требуемой конфигурации. При ходе траверсы пресса вверх клинья освобождают защелки 53, которые под действием подпружиненных выталкивателей 54 выходят из паза в нижней секции матрицы и матрицы разъединяются . При этом верхние секции матриц под действием пружин 59 занимают исходное положение. Когда будет удален отштампованный вал, нижние секции матрицы под действием пружин 58 также займут исходное положение. Предлагаемый щтамп обеспечивает по- пучение поковок крупногабаритных коленчатых валов с различными диаметрами коренных и щатунных щеек, а также с конфигурахшей щек, близкой к требуемой, что обеспечивает экономию металла за счет исключения вьшужденного увеличения припусков на шатунных щейках вала и уменьщения объема механообработки. Формула изобретения Штамп для щтамповки поковок крупногабарит|1ых коленчатых валов, содержащий расположенные на верхней плите пуансон и верхние подвижные секции матриц, смонтированные на нижней плите неподвижную матрицу и нижние подвижные секции матриц, а также клиновой привод перемещения нижних секций матриц и механизм зажима секций матриц, отличающийся тем, что, с целью экономии металла за счет уменьшения объема механообработки, он снабжен дополнительными верхними и ниж-
4iiiMH секшшми матриц, подпружиненными фоставками, раэделяюшимп часть нижних рекдий между собой, а также толкателяхш 110 числу проставок, установленными на рерхней плите соосно с ними и имеющими ысоту, уменьшающуюся к центру штампа, рри этом клинья привода нижних секций матриц имеют высоту, уменьшающуюся к fieHTpy штампа, а нижние секции матриц
выполнены клиновыми, соответственно клиньям привода.
Источники информации, принятые во вни- мание при экспертизе:
1.Патент ПНР № 51348, кл. 49 t 16 от 1969 г., аналог;
2.Авт. св. СССР № 262606, кл. В 21 к 1/08 от 1967 г. (прототип).
I
-53
-QQ r-.
-VQ
M
Ч


| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1982 |
|
SU1017429A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |

т
к
Q
t
3J 52 33 J- J 36
//,, / / / /
7 / ..-C; / /
/ / / 7 7 Tii 3 ff W6 иг.З
22 29 56 59
- ,
V
иг. /Ф- / X/ 7 8
Риг. 5
(Риг. ff 35 7 36 8 / LL .7
