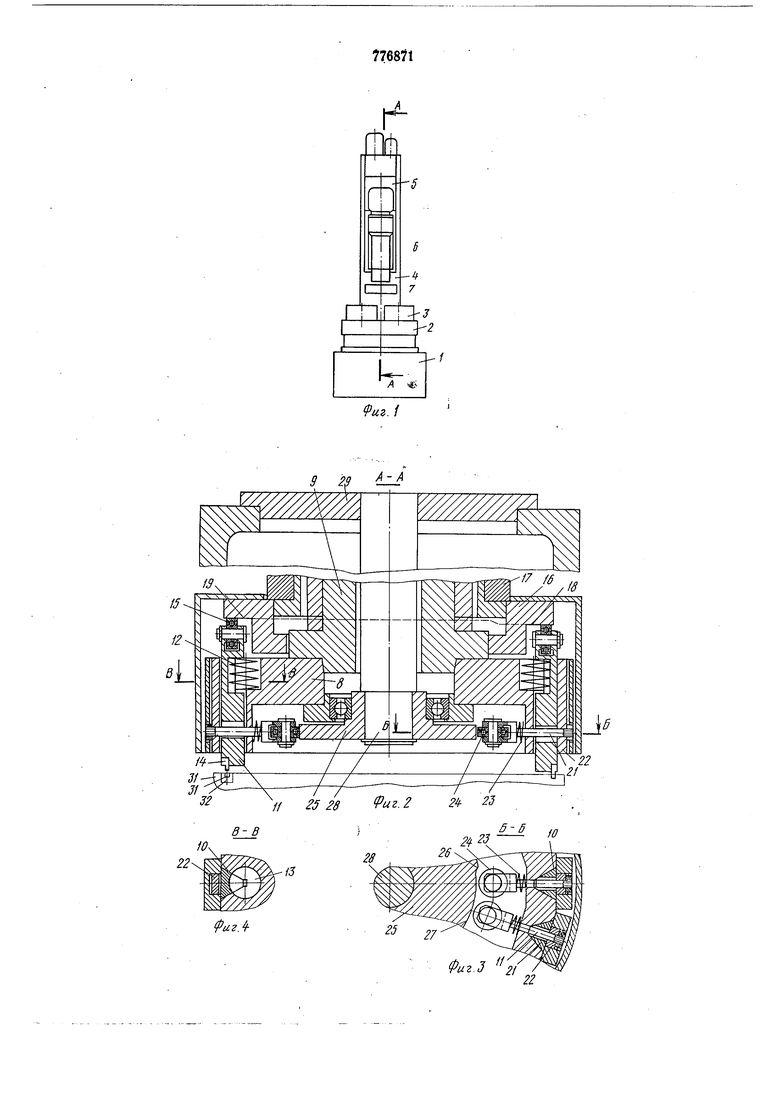
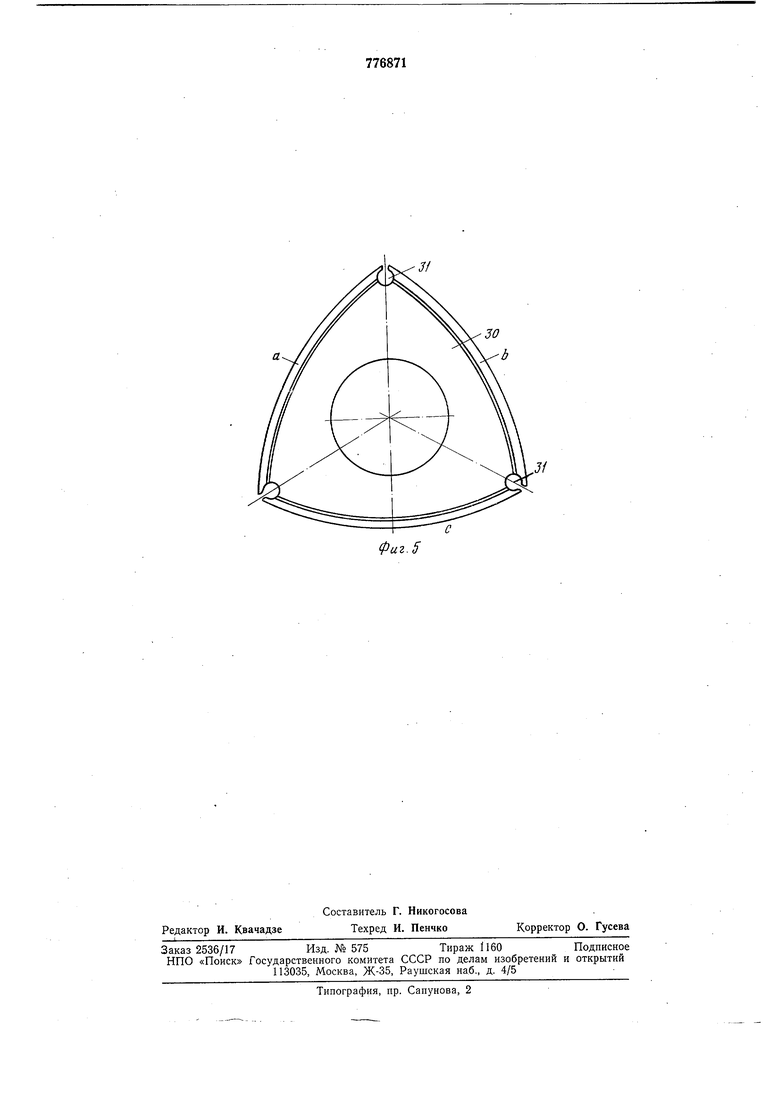
разрез Б-Б фиг. 2; на фиг. 4 -разрез В-В фиг. 2; фиг. 5 - вид сверху на обрабатываемую деталь. На основании 1 установлен поворотный стол 2 с зажимными присиособлениями 3, стойка 4 с силовым столом 5, на котором закреплена шпиндельная бабка 6 с планшайбой 7. Корпус 8 планшайбы установлен на шпинделе 9. Вдоль образуюш,их корпуса планшайбы выполнены V-образные пазы 10, в них установлены каретки 11, выполненные в виде трехгранных призм. Пружины 12 размеш,ены в гнездах 13, составленных из тела каретки 11 и корпуса 8 планшайбы 7. На одной стороне кареток устанЬвлены режущие инструменты (резцы) 14, а на другой - ролики 15, контактирующие с кулачксУм 16, который закреплен на корпусе 17 шпиндельиой бабки 6. Кулачок 16 имеет выступающие части 18 и занижения 19. Каретки 11 снабжены пазами 20, сквозь которые свободно проходят тяги 21 перпендикулярно оси шпиндельной бабки 6. Один конец тяги соединен с планками 22, прилегающими к кареткам И, а другой конец, снабженный пружиной 23 и роликами 24, находится в контакте с кулачком 25, имеющим выступающие части 26 и заниж&ния 27 и неподвижно установленным внутри корпуса 8 планшайбы 7 на оси 28, закрепленной на фланце 29 шпиндельной бабки 6. В зажимных приспособлениях устанавливаются детали 30, имеющие карманы 31. При вращении шпинделя 9 начинает вращаться корпус 8 планшайбы 7, увлекая во вра:щение каретки 11, которые роликами 15, прижатыми пружинами 12, обкатываются по кулачку 16. Попадая на выступ 18, каретка 11 с резцом 14 опускается вниз, и резец попадает в карман 31 обрабатываемой детали 30. Проточив канавку 32 сектора «а, резец попадает в следуюший карман 31, а ролик 15 в этот момент попадает в занижение 19 кулачка 16 и прижимается к нему пружиной 12, каретка 11 с резцом поднимается выше обрабатываемой детали, и резец ие вскрывает глухую канавку. Одновременно с движением каретки вниз тяга 21 своим роликом 24 съезжает с выступа 26 и попадает в занижение 27 кулачка 25, и затягивает каретку 11 планкой 22 в Vобразный паз 10 силой пружины 23, увеличивая тем самым жесткость узла. При окончании обработки сектора «а и попадании резца 14 в карман 31 обрабатываемой детали одновременно ролик 24 тяги 21 наезжает на выступ 26 кулачка 25, сжимает пружину 23, освобождает этим планку 22 и позволяет каретке И без усилия зажима подниматься вверх. Поскольку на кулачках 16 и 25 выполнено по четыре выступа и занижения, то одновременно можно обрабатывать глухие канавки в четырех деталях. Для обработки канавок сектора «а поворотный стол 2 совершает поворот на угол 90°, при этом также поворачиваются вокруг своей оси на угол 120° обрабатываемые детали 30. Таким же образом происходит обработка сектора «с. Отсутствие системы подачи гидравлики во враш,ающуюся часть и самой гидростанции значительно упростило конструкцию. Осуществление зажима кареток в рабочем положении позволило повысить жесткость станка, а увеличение жесткости при большом количестве режущих . инструментов повышает производительность обработки. Формула изобретения Агрегатный станок для проточки канавок, содержащий основание, на котором установлены поворотный стол t зажимным приспособлением, стойка с силовым столом и шпиндельной бабкой с планшайбой, вдоль образующих которой расположены подпружиненные каретки, несущие инструмент и взаимодействующие через ролики с куЛачком, установленным на корпусе шпиндельной бабки, отличающийся тем, что, с целью упрощения конструкции и повышения жесткости, станок снабжен тягами с планками и дополнительным кулачком, закрепленным на шпинделе внутри планшайбы, а каретки выполнены в виде трехгранных призм с пазами, причем в упомянутых пазах установлены тяги с возможностью перемещения, одним концом взаимодействующие через плаику с кареткой, а другим - через ролик с кулачком. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1404797, кл. В ЗТ, опублик. 1974. 2.Проспект на «Станок для обработки пазов ротора, Gleason США, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок для обработки некруглых поверхностей | 1982 |
|
SU1139568A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КРУТОИЗОГНУТОГО ОТВОДА ТРУБОПРОВОДА И ОБРАБОТАННЫЙ ОТВОД | 2022 |
|
RU2795327C1 |
| Станок для образования стружколомающей лунки на резце | 1979 |
|
SU1186457A1 |
| Станок для механической обработки | 1981 |
|
SU1024176A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
ГП:
15
fa г.4
А-А
31
30
фиг. 5
