Изобретение относится к электрохимической обработке изделий из токопроводящих материалов.
Известим устройства для электрохимической обработки, такие, как металл1 ческий диск с наложенной на него лентой из диэлектрической ткани, электроды, составленные из чередующихся абразивных и токопроводящих элементов, а также катодные устройства, состоящие из плоских пружин, поджимаемых в процессе обработки к обрабатываемой поверхности и служащих одновременно как электродом, так и абразивным элементом.
Недостатком известных устройств и инструментов является то, что имеющиеся неровности поверхности диска отрицательно влияют иа точность обработки.
Для иовышеиия точности обработки в предлагаемое катодиое устройство введено сопрягающееся с лентой через слой вязкого вещества, например смолы, жесткое основание, на котором в специально выполненных полостях расположены электроды-инструменты.
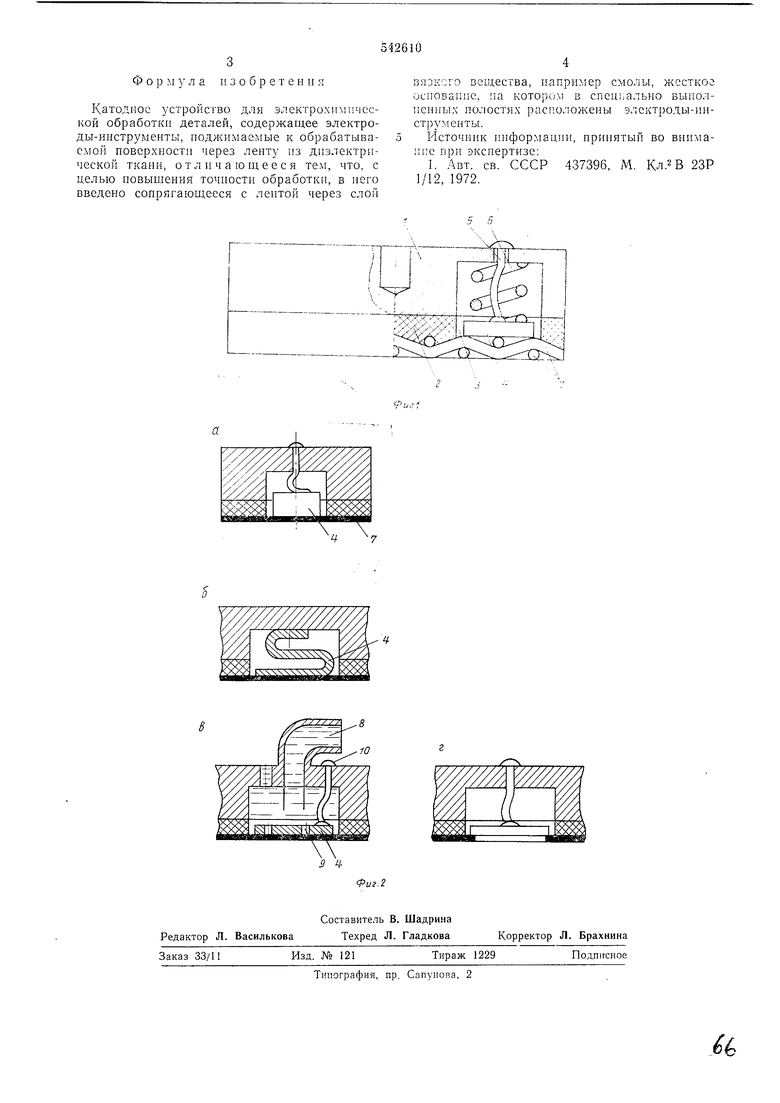
На фиг. 1 представлен вариант выполнения предлагаемого устройства; на фиг. 2 (а, б, в, г - способы поджима электрода к поверхности ткани.
Металлическое основание 1 покрыто слоем оптической пеко-канифольной полировочной смолы 2, в котором выполнено отверстие 3.
Металлический электрод 4 припаян к проводннку 5, который в свою очередь впаян в
основание 1. Нружина 6 иоджимает электрод
к вдавленной в смолу диэлектрической ткани 7.
Электрод 4 поджимается к ткани за счет гидродииамических сил струи электролита, подаваемой от помпы через патрубок 8. Отверстие 9 в электроде 4 служит для улучшенпя равпомерности распределения электролита в межэлектродном зазоре (фиг. 2 в). Изменяя диаметр отверстия 9 и отверстия 10 в основании инструмента, изменять силу давлення на электрод.
Электрод выполнен из намагниченного металла, который в сл}чае обработки магнитных материалов прптягивается к изделию магнитным полем (фиг. 2 г). Обработка предлагаемым устройством производится на оптическом шлифовально-полировальном станке. В качестве электролита при обработке изделий из ряда сталей используют 3-5 - водный раствор азотнокнслого натрпя с добавлением 100-120 грамм порошка окиси хрома иа литр раствора.
Силу поджатия электродов в процессе обработки к обрабатываемой поверхности следует выбирать мииимальио необходимой для их плотного контакта через диэлектрическую
ткань.
Формула изобретения
Катодное уетройство для электрохимической обработкн деталей, еодержащее электроды-инструменты, поджимаемые к обрабатываемой поверхности через ленту из диэлектрической ткани, отличающееся тем, что, с целью повышения точности обработки, в иего введено сонрягающееся с лентой через слой
вязкого вещества, например смолы, жесткое ocnoeaiiiie, па котором в специально выполненных полостях расположены электроды-ннст)ументы.
Источннк нпформации, принятый во внимание при экспертизе;
I. Авт. св. СССР 437396, М Кл.В 23Р 1/12, 1972.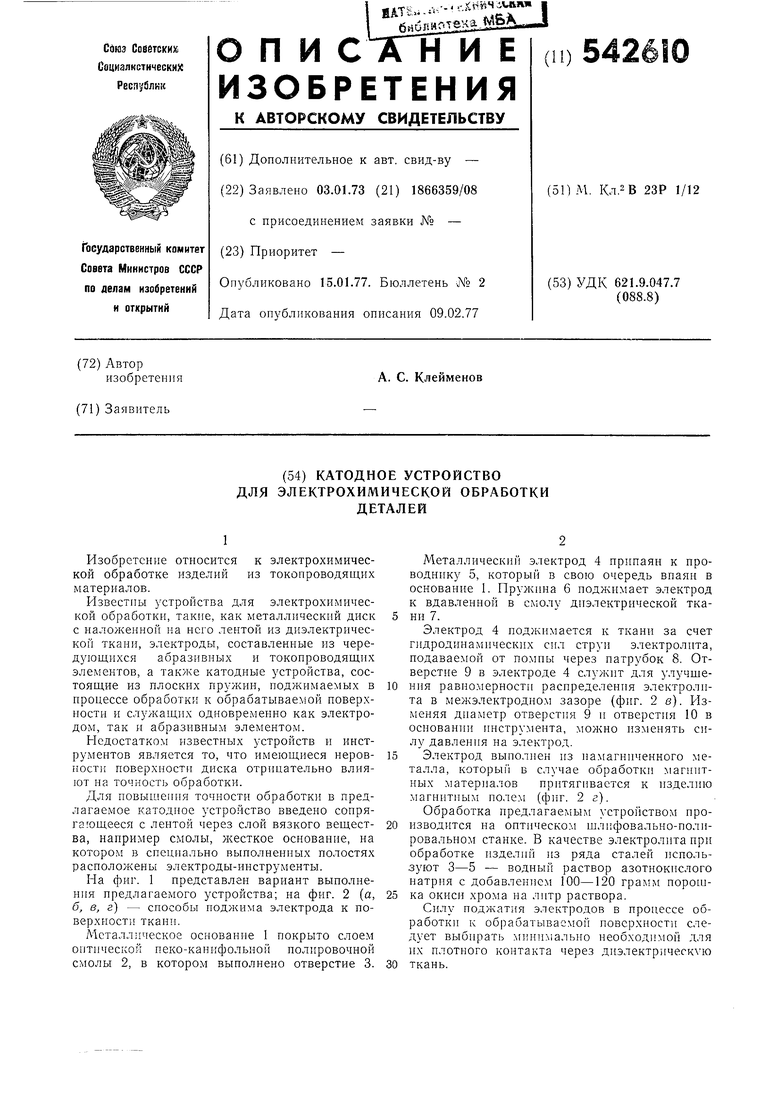
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| Электрод-инструмент | 1973 |
|
SU511179A1 |
| В П Т Б '"^^' ' :'^ Г; Л '^ R1 Р"И ТЙ! R | 1973 |
|
SU406687A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| Устройство для электрохимическойОбРАбОТКи | 1979 |
|
SU823052A1 |
